




焦作鋼筋籠繞筋機工藝流程1主筋上料→盤筋上料→主筋穿絲并加緊→盤筋穿絲并纏繞固定→焊接成型→鋼筋籠與盤分離→卸籠,降下液壓支撐→盤復位、下一個循環→加內箍筋建貿焦作鋼筋籠繞筋機目前使用鋼筋滾籠機的步驟及原理步:鋼筋進場后,按照規劃將原材料分類存放,并填寫相應的材料標識牌,材料標識牌包含鋼筋廠家信息、生產批次、進場日期、自檢及報檢情況等。第二步:項目現場管理人員根據需要施工部位的設計圖紙,規劃每節鋼筋下料長度,在鋼筋下料區切割。第三步:鋼筋放入量尺確定的胎架上進行切割下料后,轉移至套絲區滾絲。滾絲后的鋼筋必須經過端頭打磨平整后方可進入下一道工序。第四步:鋼筋廠設置的數控鋼筋籠成型機,根據設計間距調整主筋位置,箍筋通過在成型機中輸入的間距自動盤繞,箍筋與主筋的連接采用二氧化碳氣體保護焊按照梅花形進行點焊,減少焊渣,保證連接質量。第五步:一節鋼筋籠制作完成后,下一節鋼筋籠在成型機上進行組拼,組拼合格后方可吊離上一節鋼筋籠,保證2節鋼筋籠的對接精度。第六步:將加工好的鋼筋籠運輸至鋼筋籠存放區,設置楔形馬鐙固定兩側,防止鋼筋籠滾動。
建貿機械設備有限公司 焦作鋼筋籠繞籠機貨源-建貿機械

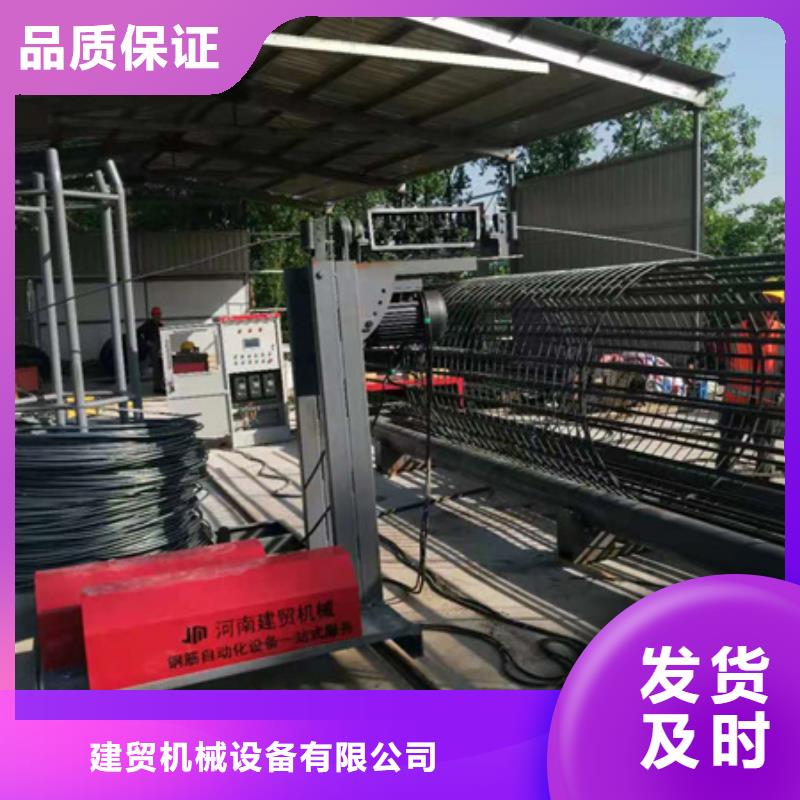
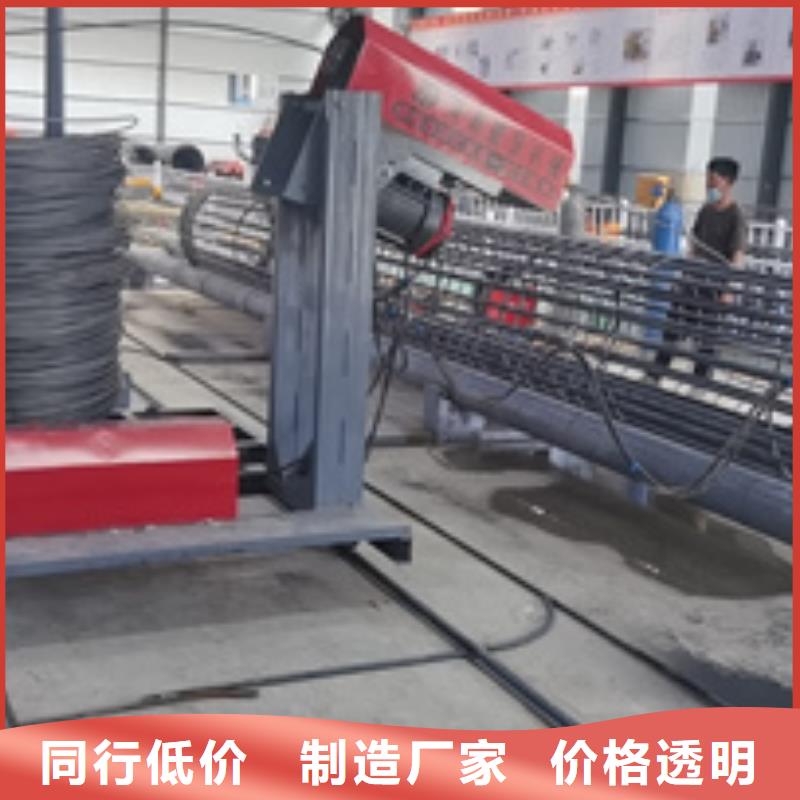
焦作鋼筋繞筋機設備描述鋼筋籠主筋通過自動上料到分料架,分料架的主筋需人工穿過固定盤導管到達盤導管,并經過電動工具將主筋固定在盤導管上;盤筋(繞筋)經過矯直器后焊接在主筋上;然后開始正常焊接,固定盤及盤同步且盤按照預先設定的速度(行走速度可根據操作工人的訓練程度進行)前進,同時進行焊接,從而生產出成品鋼筋籠。鋼筋籠設備引進新歐洲技術,鋼筋籠直徑誤差可控制在1CM內,生產效率是人工制作鋼筋籠的3-4倍,設備操作工人只需要3-5人,生產出來的成品鋼筋籠主筋、盤筋間距均勻,焊接飽滿、牢固,可實現監理。焦作鋼筋籠成型機鋼筋籠繞筋機的出現,解決了傳統焦作鋼筋籠滾焊機內加強筋與內支撐不便于安裝的問題,結束了鋼筋籠一貫手工捆綁的歷史,為我國橋梁樁基制造大大提高了效率,可根據客戶情況定制設備,可一次性加工30米以上,直徑兩米以上鋼筋籠,鋼筋籠繞筋機加工出的鋼筋籠精度高,誤差小,兩個相鄰之間繞筋誤差在3mm以內,用米尺直接拉3米長度,總共誤差在2CM以內。 鋼筋籠繞筋機,是基盤條原料放線.鋼筋盤條矯直.主筋骨架成型.進行滾焊成型功能有機組合于一體,采用數字自動化程序,生產加工鋼筋籠的專用設備。廣泛用于房建建筑,鐵路,高速公路,高架橋等墩樁柱基礎工程設施。
 建貿機械設備有限公司
建貿機械設備有限公司

2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。4、銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效。鋼筋籠繞筋機
鋼筋籠驗收基本內容
1、鋼筋主筋規格,數量,長度。
2、查看封閉箍筋與主筋焊接是否傷主筋。
3、環繞箍筋的間距是否符合圖紙 設計要求。
4、環繞箍筋搭接長度不小于一圈半,環繞箍筋上下封口搭接一樣不小一圈半。
