
江西珩磨管 <江西>九冶管業(yè)有限公司
不僅如此,珩磨管的工藝要求海上救護(hù)很高的,尤其是一些中小型珩磨管的小孔,其圓柱度可達(dá)0.001毫米以內(nèi)。而對(duì)于一些壁厚不均勻的零件,其圓度能達(dá)到0.002毫米。但是珩磨管一般只能提高被加工件的形狀精度,要想提高零件的位置精度就需要采取一些必要的措施。若是要將庫(kù)存的珩磨管拿出來(lái)加以運(yùn)用,那么在這之前必須對(duì)珩磨管進(jìn)行適當(dāng)?shù)募庸ぬ幚恚逑磩t是其中基本的一項(xiàng)。具體的操作要求可以參考以下說(shuō)明。珩磨管儲(chǔ)存的時(shí)間久了,其表面也會(huì)有污垢積存,因此在珩磨管使用之前一定要進(jìn)行清洗。而清洗效果如何,除了與清洗方法有關(guān)之外,和珩磨管表面加工的狀況也有關(guān)系,因此洗刷的間隔時(shí)間也要根據(jù)實(shí)際情況來(lái)決定。但是一般來(lái)講,用于外部的珩磨管 每年洗刷兩次,不僅是為了得到優(yōu)質(zhì)的表面質(zhì)量,也是為了延長(zhǎng)珩磨管使用壽命,在實(shí)際應(yīng)用中能發(fā)揮更好的作用。


一般冷連軋板、卷均應(yīng)經(jīng)過(guò)連續(xù)退火(CAPL機(jī)組)或罩式爐退火冷作硬化及軋制應(yīng)力,達(dá)到相應(yīng)標(biāo)準(zhǔn)規(guī)定的力學(xué)性能指標(biāo)。冷軋鋼板的表面質(zhì)量、外觀、尺寸精度均優(yōu)于熱軋板,且其產(chǎn)品厚度右軋薄至0.18mm左右,因此深受廣大用戶青睞。以冷軋鋼卷為基板進(jìn)行產(chǎn)品的深加工,成為高附加值產(chǎn)品。如電鍍鋅、熱鍍鋅、耐指紋電鍍鋅、彩涂鋼板卷及減振復(fù)合鋼板、PVC 復(fù)膜鋼板等,使這些產(chǎn)品具有美觀、高抗腐蝕等優(yōu)良品質(zhì),得到了廣泛應(yīng)用。冷軋鋼卷經(jīng)退火后必須進(jìn)行精整,包括切頭、尾、切邊、矯平、平整、重卷、或縱剪切板等。冷軋產(chǎn)品廣泛應(yīng)用于汽車(chē)制造、家電 產(chǎn)品、儀表開(kāi)關(guān)、建筑、辦公家具等行業(yè)。鋼板捆包后的每包重量為3~5噸。平整分卷重一般為3~10噸/卷。鋼卷內(nèi)徑610mm。珩磨管與拋光管的區(qū)別
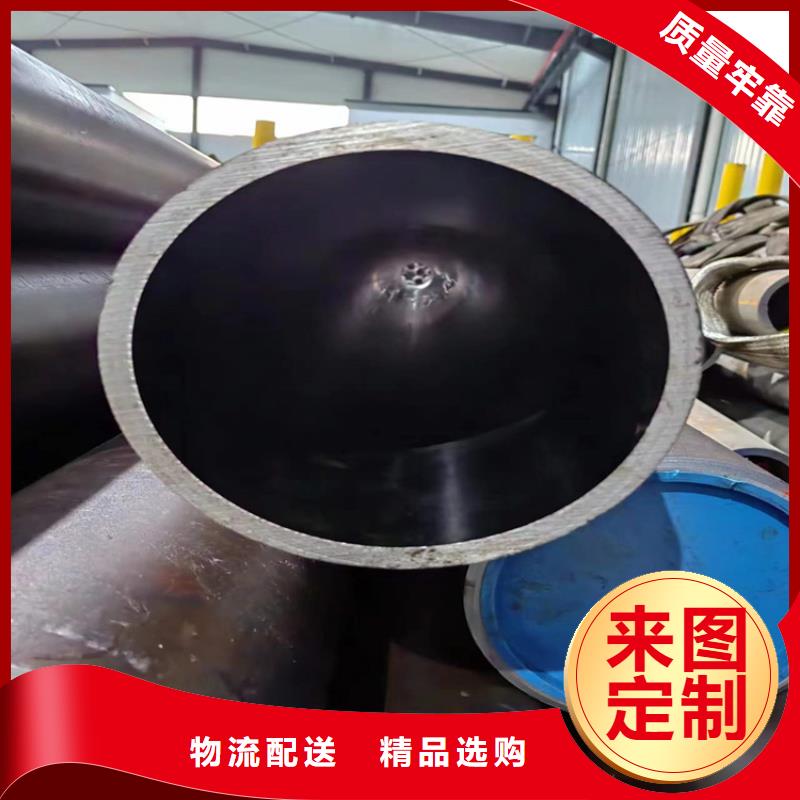
油缸缸筒選用的就是大口徑的珩磨管,并在其端部配有支承襯套,要跟大家強(qiáng)調(diào)的是珩磨管支承襯套的裝配部位和裝配間隙,不能出現(xiàn)較大的誤差,以免損壞缸筒內(nèi)壁,甚至是導(dǎo)致鋼桶報(bào)廢。一般情況下,支承襯套是鑲在珩磨管導(dǎo)向套內(nèi)徑凹槽處,它主要是對(duì)活塞桿起導(dǎo)向及支承作用,要求其內(nèi)徑與活塞桿外徑間隙保持在0.08-0.16mm之間。如果間隙小于0.08mm時(shí),活塞桿的運(yùn)動(dòng)阻力就會(huì)增大,造成油缸發(fā)顫,支承襯套磨損加快,嚴(yán)重時(shí)伴有異響,失去支承作用。珩磨管是由一種精度高的磨削加工而成,不但用于圓孔,而且用于淬硬齒面,這也是一種拋光方法。它可以作為一個(gè)組合的磨削工具,可以安裝在浮動(dòng)夾具,使其可以自我調(diào)節(jié)。因此,可以減少孔的形狀誤差,但不能減少孔的幾何誤差。拋光管是使用軟質(zhì)的拋光輪或者是圓盤(pán)型的拋光盤(pán),加上拋光膏,使工件經(jīng)過(guò)精加工獲得很高表面光潔度。然而,由于在加工過(guò)程中沒(méi)有剛性基準(zhǔn),所以不能減少幾何誤差。然而,相對(duì)珩磨管而言,它可以拋光不規(guī)則表面。
<江西>九冶管業(yè)有限公司 江西珩磨管