
<江蘇>九冶管業有限公司
為了提率,珩磨管的生產都是機械化方式了,將珩磨頭與機床主軸采用浮動連接,以保證余量均勻。由于砂條很長,珩磨時工件的凸出部分先與砂條接觸,接觸壓力較大,使凸出部分很快被磨去,直至修正到工件表面與砂條全部接觸。因此,珩磨能夠修正前道工序產生的幾何形狀誤差和表面波度誤,但不能修正軸線位置誤差。要想使珩磨管獲得良好的珩磨效果,除選用先進的珩磨工具及正確選用磨條材料和粒度外,珩磨時采用工藝參數對加工質量和生產率也有很大的影響。比如說適當增加珩磨的往復運動速度,除了提高工效外,還能改善表面質量。
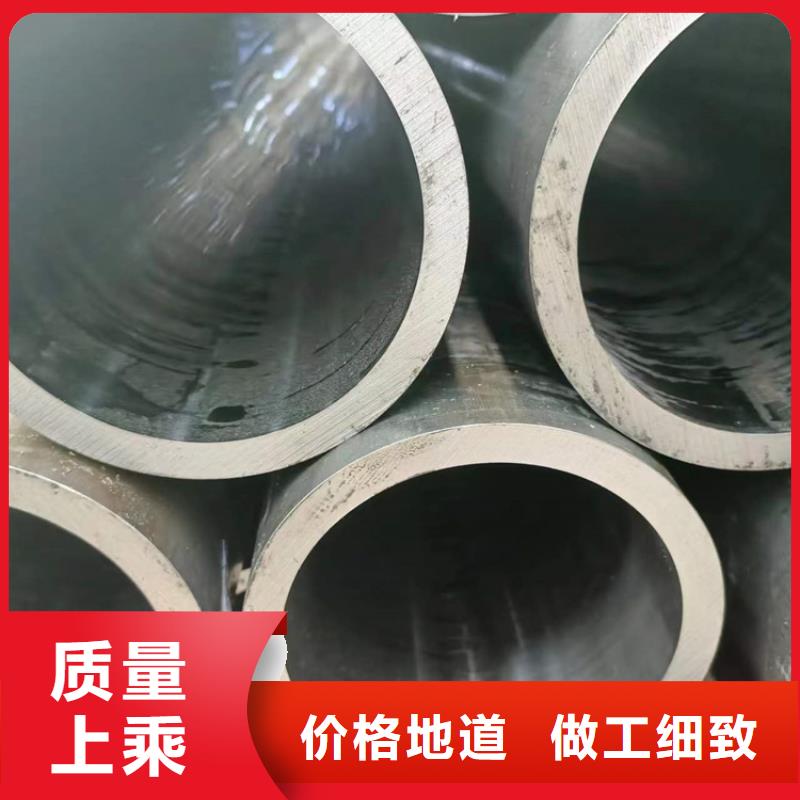
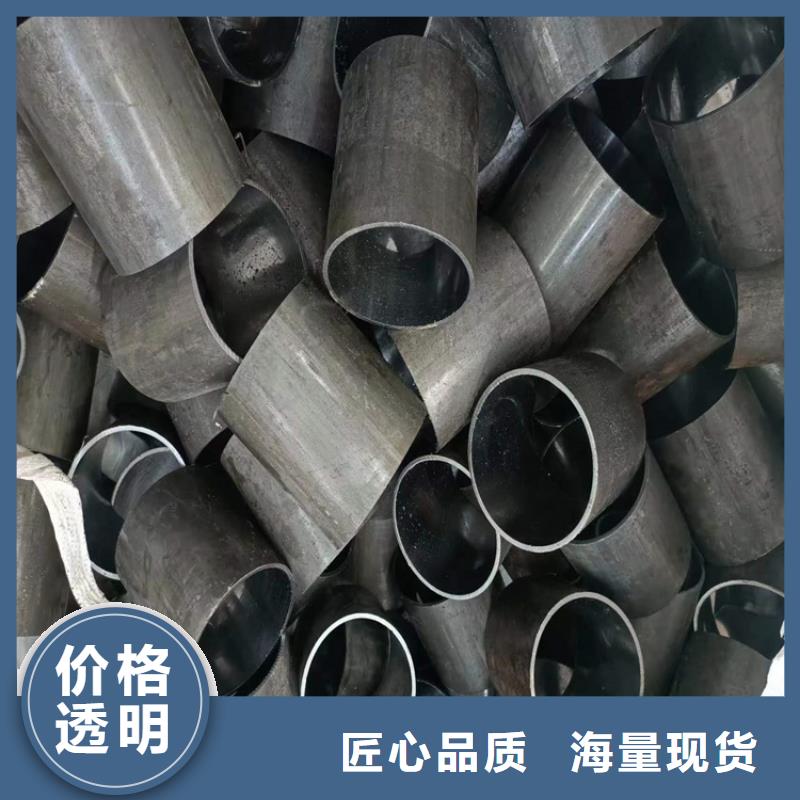
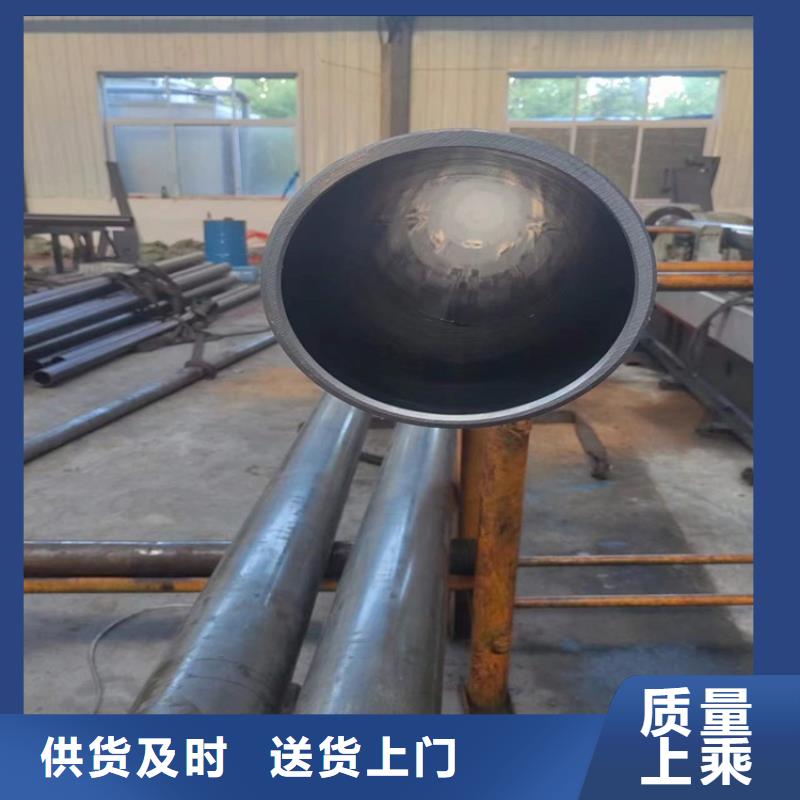
江蘇定做非標研磨管支持廠家直銷3、珩磨管的表面粗糙度,一般是為多少?珩磨管這一網站產品和關鍵詞,其在表面粗糙度上,一般來講,是為Ra0.4,而且,這也是必須要達到的,是其基本要求。如果,想要得到提高的話,那么,可以用細砂紙打磨,或是使用鏡面加工設備,使其進行鏡面加工,從而,來達到目的。上述這些問題都是關于珩磨管的,給出具體答案好讓大家通過學習,來清楚明白,有正確認識,這樣,也可以避免出錯,進而,在產品的使用及利用上,其使用效果。珩磨管,就是經過絎磨加工的無縫鋼管。珩磨是一種機械加工工藝,通過珩磨頭對冷拔管內孔進行往復高速磨加工工藝加工,使內孔達到我們所需要的公差尺寸及表面粗糙度要求。根據客戶要求珩磨加工,能達到公差范圍(如H7H8H9等),粗糙度能達到Ra0.4,橢圓度達到3~5絲范圍內,長度長能到8m。


有一種過程控制方法能縮短珩磨時間,珩磨管易于讓在整個齒面上保持理論上的線接觸。因此減少了磨具與工件的點接觸。盡管這可能有悖于產生較大殘余壓應力的要求,但應力依然會使之保持理論線接觸。連續改變接觸條件會產生良好的動態特性,不會因擺動角度使機床部件產生嚴重顫振。珩磨過程中,單面線接觸珩磨時這類動態特性會對機床產生嚴重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產中,數控珩磨機由此而引發的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續接觸的轉動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。
<江蘇>九冶管業有限公司 江蘇定做非標研磨管支持廠家直銷