







水下冷切割法是利用某類器材或某類率能量,在金屬處在固體狀況下立即破壞分子間的融合而產生切口的切割方式,如水下機械設備切割法、水下髙壓水切割法等。
水下切割的應用范圍:
水下氧-火苗切割法一般適用切割高碳鋼、高合金鋼等易空氣氧化的材料,不適感用以切割不銹鋼及除鈦之外的有色板塊金屬,適合切割的厚度范圍為10~40mm。切割薄板較為艱難,由于薄板在水中的制冷速率比厚鋼板快得多,無法加熱到著火點。板厚超出40mm時,雖然也可以切割,但實際操作技術標準較高。
藥皮焊條切割雖然切口品質較弱,但應用普遍。既可切割高碳鋼及高合金鋼,也可切割不銹鋼及有色板塊金屬,特別是在合適于切割6毫米以下的薄板。切割厚鋼板時艱難一些,必須選用拉距的實際操作方法使焊條在切口內往返拉距,便于將熔化金屬祛除。熔化極水噴涌切割是一金屬純熔化全過程,可用以切割灰黑色金屬和有色板塊金屬。
等離子弧能量密度高,水下等離子弧切割法合適于切割全部的金屬材料,還可以切割一些非金屬材料。

由于水下作業比陸上工作條件復雜,操作技術要求高,因而只有在特殊情況下才采用。
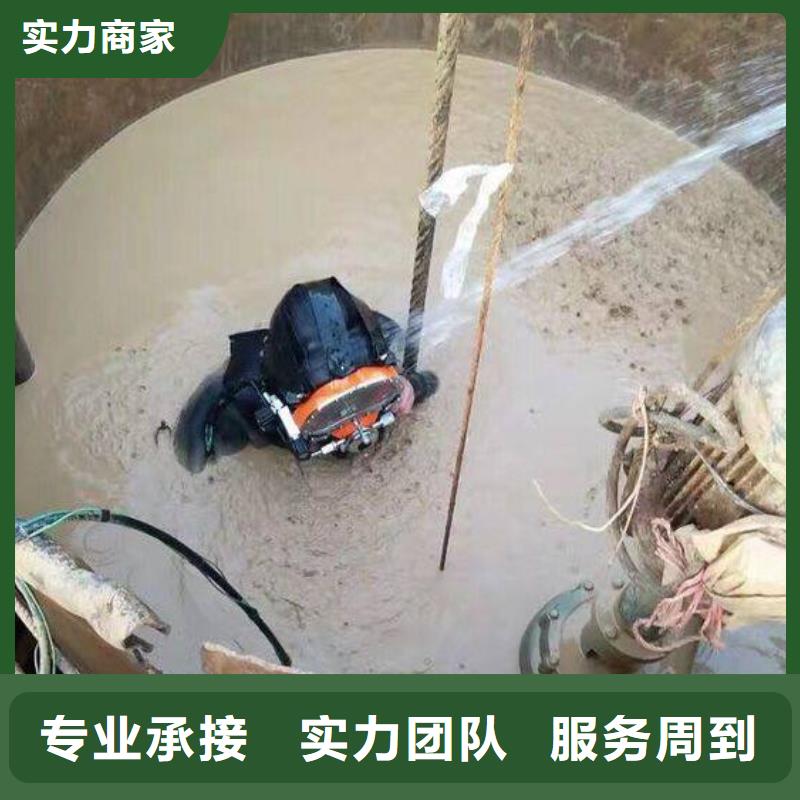
水下堵漏清基 ①建筑物基面的清理:當水生物或水垢、水銹較輕時,用竹刷、鋼絲刷、刮刀、砍斧、鑿子或風動砂輪等清理;較重時則用高速射流水清洗。②基坑清理:一般由潛水員輔以工具進行;當工作面或工作量大時,則先用挖掘機、挖泥船或氣泵進行初步清理。
水下鉆孔 當孔深及孔徑較小或在豎直面上鉆孔時,可用風動鑿巖機鉆孔,由潛水員在水下直接操作。當在閘壩上游進行帷幕補強灌漿或鉆大孔徑 孔時,一般采用設在船臺或浮排組成的工作臺上的回轉鉆機鉆孔。20世紀60年代以來,歐洲、美洲一些 和日本廣泛采用了雙套管(其外套管用以固定鉆孔位置,保護鉆具免受流水沖擊;內套管頭部鑲有環形鉆頭,可以鉆透覆蓋層達到基巖中)在深水域鉆孔。

水下切割是利用熱源對金屬進行加熱,或在純氧氣中燃燒,使金屬熔化,水下切割并采取某種措施將熔化金屬或熔渣去除而形成切口的切割方法,如水下氧-火焰切割、水下電弧切割、水下電弧-氧切割等。
水下切割都會對工件產生熱影響甚至變形,而水下冷切割法則避免了這一缺點。水下切割技術作為一種水下冷切割方法。不會破壞材料的物理、力學性能及材質的晶問組織結構,且免除了后序加工。尤其對特種材料如碳纖維材料,有切割無法比擬的效果。
主營:水下切割作業公司、江蘇水下切割作業、水下切割作業方法、水下切割作業方案、水下切割作業承接、水下切割作業。

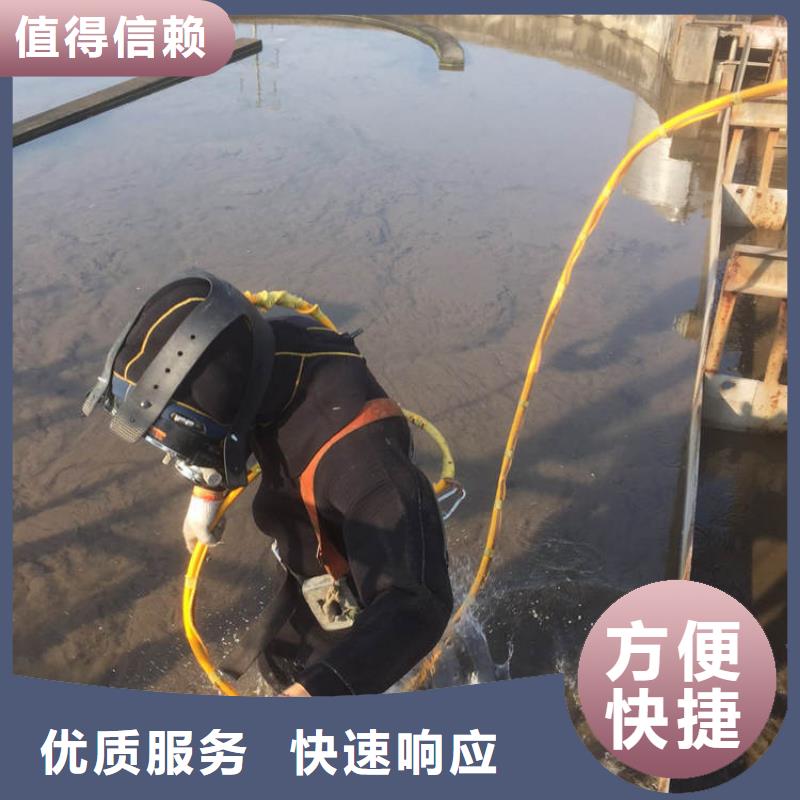
為了保證潛水員水下作業的系數,在排水前需要對作業區域的氣候、溫度、倒伏情況以及是否有漩渦進行調查。潛水員必須持有頒發的相關資格。嚴格執行水下作業程序標準。
排水前檢查潛水設備。潛水員在排水前應檢查潛水設備是否能正常工作。水下切割企業應配備專用通訊工具,并立即聯系陸上作業人員報告水域情況,接受具體指導。
在水下切割時,注意不要浮在水中。應安裝一個簡單的服務平臺或在物品上選擇一些操作程序。防范風險。
水中一些污垢的危害可能導致能見度低,從而危及必要級別的電焊焊接質量;另一個是因為水的導熱率比較快,通常比氣體高30倍。所以在水下焊接工程中如果掌握不好,會造成焊接開裂;再加上水工作壓力的危害,還會危及電焊的難度系數;目前,水下焊接通常是手工完成的。
