您的位置>首頁(yè) >江門本地今日新聞 >
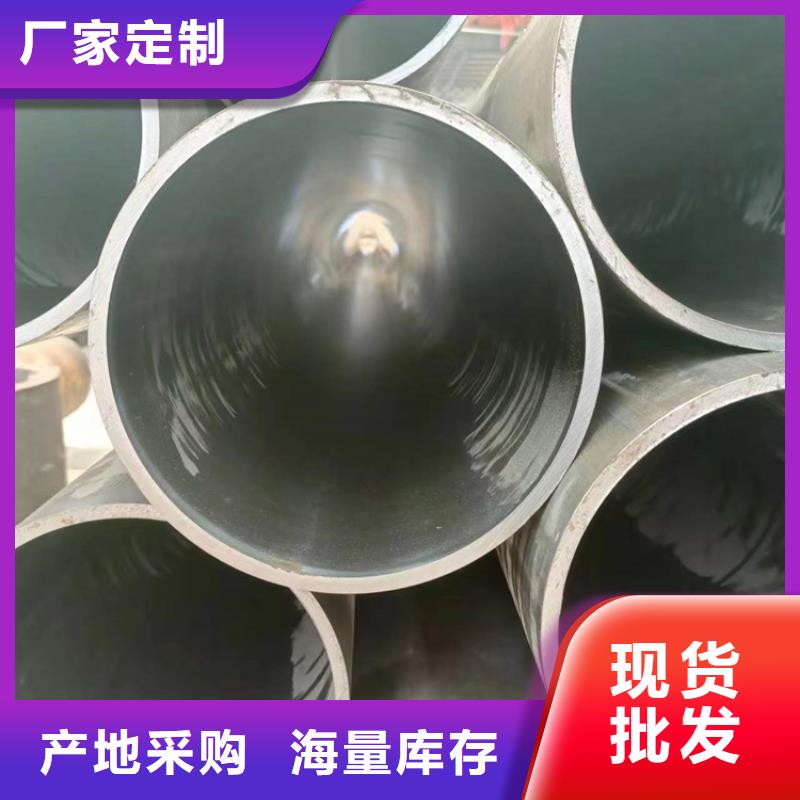
蓬江絎磨缸筒報(bào)價(jià)
更新時(shí)間: 2025-01-21 18:32:48 瀏覽次數(shù):3
以下是:蓬江絎磨缸筒報(bào)價(jià)的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 5900/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運(yùn)費(fèi)說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質(zhì)量等級(jí) | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20# |
|---|
| 產(chǎn)品品牌 | 九冶 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國(guó) |
|---|
| 產(chǎn)品顏色 | 金屬色 |
|---|
| 適用領(lǐng)域 | 油缸 機(jī)械加工 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質(zhì) | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:蓬江絎磨缸筒報(bào)價(jià)的圖文視頻
導(dǎo)讀 蓬江絎磨缸筒報(bào)價(jià)_安達(dá)液壓機(jī)械有限公司,固定電話:17706353138,移動(dòng)電話:17706353138,聯(lián)系人:高經(jīng)理,QQ:3573482096,聊城遼河路燕山路交叉口南500米東首發(fā)貨到廣東省 江門市 蓬江區(qū)、江海區(qū)、新會(huì)區(qū)、臺(tái)山市、開平市、鶴山市、恩平市 發(fā)貨到 廣東省江門市。 廣東省,江門市 江門是重要的廣府人聚集地之一,亦是廣府文化的代表城市之一江門旅游資源豐富,擁有世界文化遺產(chǎn)開平碉樓與古村落,讓大文豪巴金先生為之陶醉的小鳥天堂,森林公園圭峰山,入選廣東省“十大美麗海島”的上下川島,“中國(guó)歷史文化名鎮(zhèn)”赤坎古鎮(zhèn),嶺南乃至全國(guó)難得一見的古勞水鄉(xiāng)等。2022年,江門市實(shí)現(xiàn)地區(qū)生產(chǎn)總值為3773.41億元,比上年增長(zhǎng)3.3%。
廣東省江門蓬江絎磨缸筒報(bào)價(jià)
<江門>九冶管業(yè)有限公司
價(jià)")
厚壁絎磨管修復(fù)內(nèi)徑表面缺陷方法有哪些呢1.加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達(dá)到降低麻點(diǎn)深度,減小珩磨磨削余量的目的。2.優(yōu)選熱軋管坯料冷拔管麻點(diǎn)缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點(diǎn)缺陷,提高厚壁絎磨管的成材率。3.熱軋管內(nèi)孔缺陷清理質(zhì)量是產(chǎn)品的前提,只有質(zhì)量好了,才是服務(wù)客戶的根本,所以,對(duì)液壓油缸管 表面的缺陷進(jìn)行完美的修復(fù),是我們對(duì)客戶的 承諾大口徑絎磨管如何提高光潔度 珩磨齒輪是由基體加上磨料來構(gòu)成的。使用它進(jìn)行珩磨,主要是為了清理材料表面的雜質(zhì)及毛刺等,從而來提高表面光潔度。
價(jià)")
質(zhì)量是產(chǎn)品的前提,只有質(zhì)量好了,才是服務(wù)客戶的根本,所以,對(duì)液壓油缸管 表面的缺陷進(jìn)行完美的修復(fù),是我們對(duì)客戶的 承諾 45#絎磨管在淬火后加高溫回火是調(diào)質(zhì) 調(diào)質(zhì)處理是熱處理的一種工藝是指絎磨管在淬火后加高溫回火.目的是使45#絎磨管調(diào)質(zhì)后的零件具有優(yōu)良的綜合機(jī)械性能.關(guān)于調(diào)制處理工藝的加溫時(shí)間保溫時(shí)間冷卻速度冷卻介質(zhì)等要看具體的材料具體零件的技術(shù)要求來決定。耐磨鑄鐵、合金鑄鐵由于鑄件壁厚不均勻,在加熱,冷卻及相變過程中,會(huì)產(chǎn)生效應(yīng)力和組織應(yīng)力。另外大型零件在機(jī)加工之后其內(nèi)部也易殘存應(yīng)力,所有這些內(nèi)應(yīng)力都必須。去應(yīng)力退火通常的加熱溫度為500~550℃保溫時(shí)間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可鑄件內(nèi)應(yīng)力的90~95%,但鑄鐵組織不發(fā)生變化。若溫度超過550℃或保溫時(shí)間過長(zhǎng),反而會(huì)引起石墨化,使鑄件強(qiáng)度和硬度降低。
廣東省江門蓬江絎磨缸筒報(bào)價(jià)
總結(jié) 您是想要在廣東省江門市采購(gòu)高質(zhì)量的蓬江絎磨缸筒報(bào)價(jià)產(chǎn)品嗎?安達(dá)液壓機(jī)械有限公司是您的不二之選!我們致力于提供品質(zhì)保證、價(jià)格優(yōu)惠的蓬江絎磨缸筒報(bào)價(jià)產(chǎn)品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:高經(jīng)理-17706353138,QQ:3573482096,地址:《遼河路燕山路交叉口南500米東首》。