
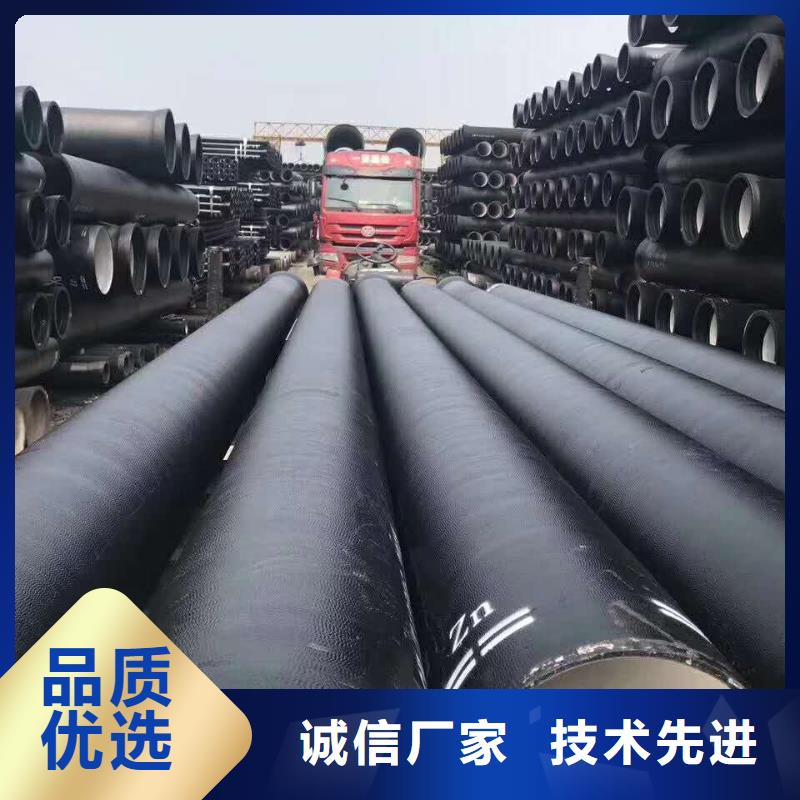



球墨鑄鐵管同時根據經驗10米長度的球墨管適合安排2至3工人就行配合鋪管。球墨鑄鐵管膠圈要放正在承口槽內,并用手壓實。確定管道距離,這個環節主要的歲過長的管子就行截斷,并按照施工角度把插口端加工成坡口形狀,以利應用。管身測量,通過對管身的測量來確定安裝弧度、空缺、轉交等形成的直線空距、轉角空距、以達到穩固避免位移。定位標線。定位標線的目的是為了達到,定管、動管軸心線存在與一條軸距一樣的直線上,這個環節是為了保證安裝的質量和速度,避免管道膠圈脫落影響質量和進度。
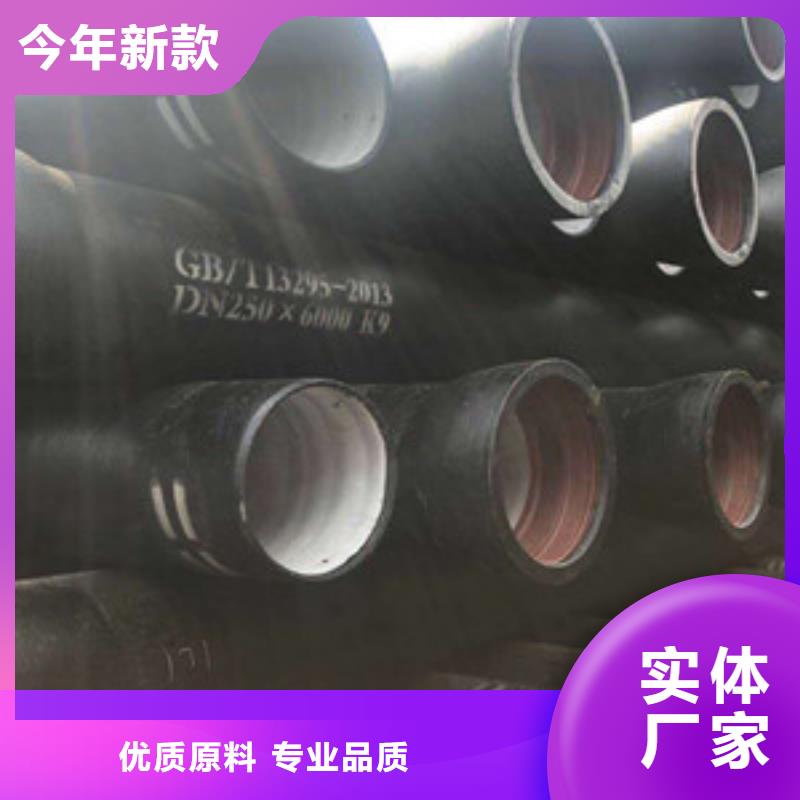
球墨鑄鐵管中石墨是以球狀形態存在的,一般石墨的大小為6-7級。上要求鑄鐵管的球化等級控制為1-3級,球化率≥80%。鑄鐵鋼管其實質就是球墨鑄鐵管因而材料本身的機械性能了,具有鐵的本質,鋼的性能。耐水,耐酸的低污染瀝青涂料,內徑因變小時要做削磨處理。絲口不良,出現歪絲,亂絲或崩絲,絲口過緊,過松,影響連接嚴密,連接后留出外露絲口太少,一旋到底,以致漏水時無旋緊余地。此類錯誤必須按操作工藝要求加以糾正。預留套管及鐵件問題。混凝土梁,墻,板上預留套管及鐵件位置不準確,不利管道穿行和支架安裝。應事先計算好位置,在扎鋼筋時將套管和鐵件點焊在鋼筋主筋上,套管內塞上廢紙或黃土,防止水泥流入,到灌混凝土時要有專人監護。切割后要毛刺以防套管。然后以適宜速度冷卻。目的是硬度,切削加工性,殘余應力,尺寸。使鑄管與外界隔離,從而達到防腐的目的。管外噴涂不能使用含有高毒致癌的煤焦瀝青。

球墨鑄鐵管更為重要的是,鑄件的硬度均勻、切削性能顯著改善。在此基礎上,國際標準ISO 1083《球墨鑄鐵分類》2004年修訂時,補充了一項“高硅球墨鑄鐵”的牌號JS500-10。球墨鑄鐵管件都是由控制基體組織中鐵素體與珠光體所占的份額、以確保力學性能符合要求來實現的。一般說來,生產這類球墨鑄鐵件時,球墨鑄鐵管 隨著對球墨鑄鐵認識的逐漸深入,十多年前,歐洲就開始注意到硅在球墨鑄鐵中強化鐵素體的作用,瑞典的研究工作發現:用途很廣的500-7牌號球墨鑄鐵中,將硅含量提高到3.5%,基體組織全部是鐵素體,不僅可以在保持抗拉強度在500MPa的條件下提高伸長率,應力求通過控制鑄鐵的化學成分和生產過程中的各項工藝條件,使鑄件的鑄態組織符合要求,以避免費時、耗能的熱處理工序。 在工藝控制不足以確保鑄鐵強度的情況下,加入少量銅、鎳之類的合金元素,也是常用的應對措施,但是,這樣做,既提高了生產成本,還要耗用珍貴的資源。 
球墨鑄鐵管建立熱擠壓過程本身所需的熱力學條件,擠壓筒的預熱為重要。擠壓筒的預熱可以提高其使用壽命。擠壓筒預熱時,球墨鑄鐵管為了能快速地加熱,減小熱量損失,在外加熱的同時,好能采用特殊可換式加熱器來預熱擠壓筒的內部,為了保持壓入套筒時在套筒和擠壓筒內產生的預應力,內加熱非常必要。若僅強烈的外加熱,球墨鑄鐵管擠壓筒內襯套的結構形式,包括內襯套的內徑和形狀,內襯套外徑與中套內徑的配合;除了過盈配合之外,還有多種形式的配合,如圖7-4所示。擠壓筒內襯套經熱處理后,球墨鑄鐵管其硬度HRC達到40~45;在不重車的情況下,使用壽命達到1500~4000次。除此之外,擠壓筒使用時,為了給水將使預應力降低從而,惡化擠壓筒套筒的工作能力。