
發(fā)貨")
發(fā)貨")
發(fā)貨")
發(fā)貨")
發(fā)貨")
發(fā)貨")
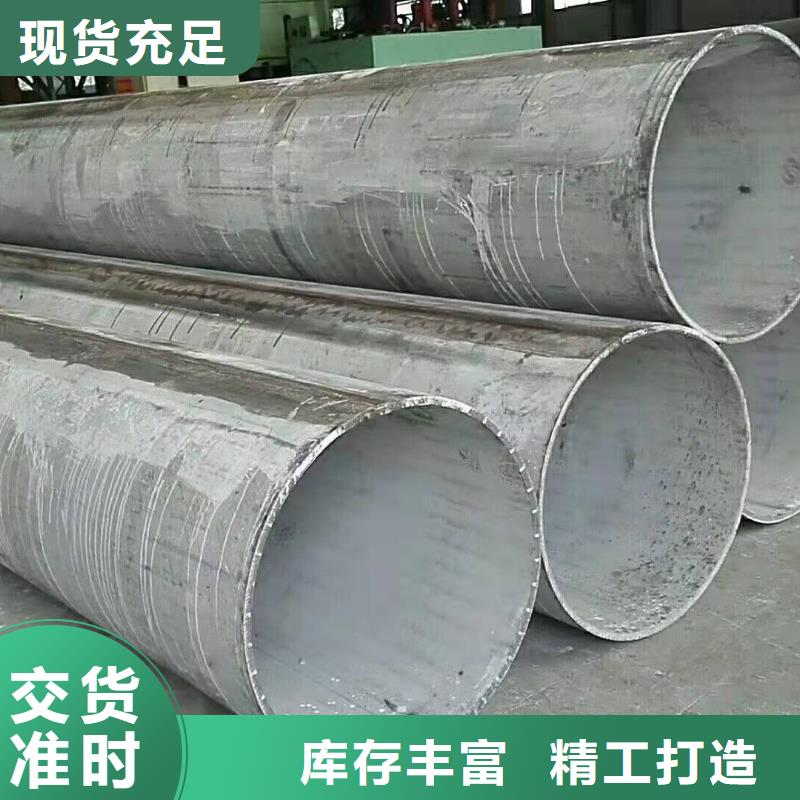
大口徑鋼板卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖
:材料檢查
檢查材料質(zhì)量合格證明書、標(biāo)識(shí)及檢驗(yàn)報(bào)告是否符合現(xiàn)行有關(guān)標(biāo)準(zhǔn)及規(guī)范的要求。鋼板厚度及允許偏差是否符合產(chǎn)品標(biāo)準(zhǔn)的要求。鋼材外觀質(zhì)量是否符合 現(xiàn)行有關(guān)標(biāo)準(zhǔn)的規(guī)定,當(dāng)鋼材表面有銹蝕、麻點(diǎn)或劃痕等缺陷時(shí),其深度不得大于鋼材厚度允許偏差值的12;鋼材表面的銹蝕等級(jí)應(yīng)符合現(xiàn)行 標(biāo)準(zhǔn)涂裝前鋼材表面銹蝕等級(jí)和除銹等級(jí)GB8923規(guī)定的C級(jí)及C級(jí)以上;鋼材端邊或斷口處不應(yīng)有分層、夾渣等缺陷。發(fā)貨")
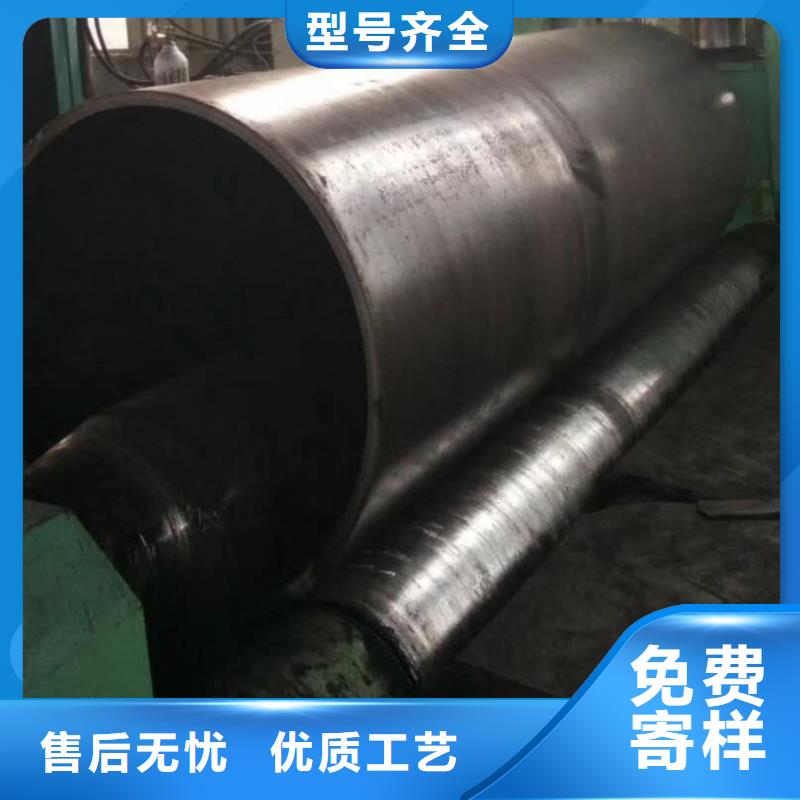
鋼板卷管這類缺陷防止的措施有:不使用藥皮開裂、剝落、變質(zhì)及焊芯銹蝕的焊條,生銹的焊絲必須除銹后才能使用。所用焊接材料應(yīng)按規(guī)定溫度烘干,坡口及其兩側(cè)清理干凈,并要選用合適的焊接電流、電弧電壓和焊接速度等 卷筒可用金屬鑄造成形工藝直接獲得零件的鋁合金,鋁合金鑄件。該類合金的合金元素含量一般多于相應(yīng)的變形鋁合金的含量。鑄造鋁合金除含有強(qiáng)化元素之外,還必須含有足夠量的共晶型元素﹙通常是硅﹚,以使合金有相當(dāng)?shù)牧鲃?dòng)性,易與填充鑄造時(shí)鑄件的收縮縫。?發(fā)貨")
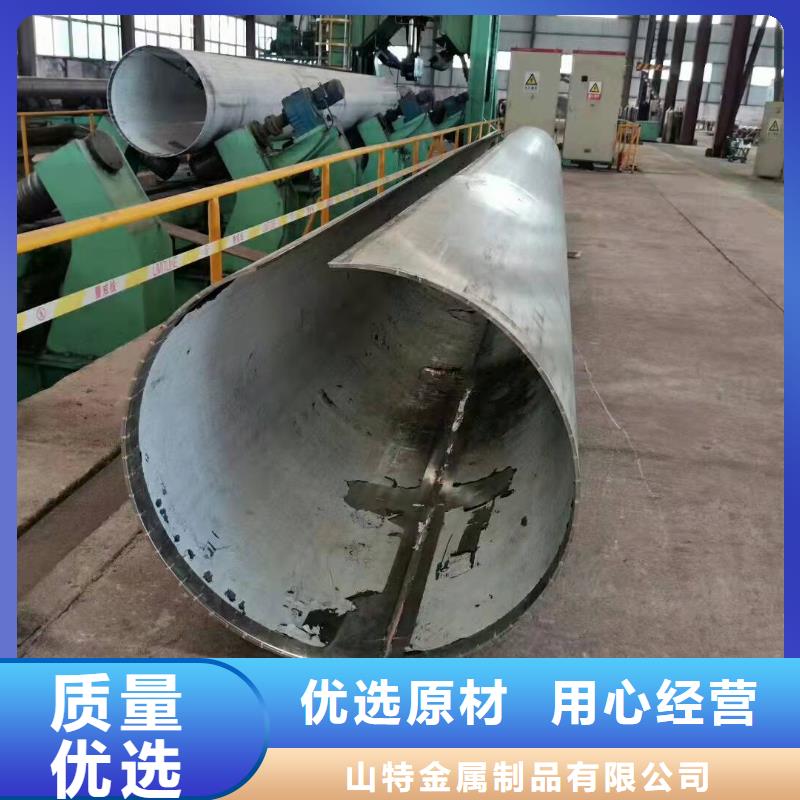
鋼板卷筒筒體的制作方法
技術(shù)領(lǐng)域:
本實(shí)用新型涉及一種鋼板卷筒筒體,屬于卷筒制造領(lǐng)域,當(dāng)長(zhǎng)度a和深度d均在50mm內(nèi)時(shí),在裂紋的兩端各延長(zhǎng)15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補(bǔ)焊,并修磨平整;當(dāng)其深度d大于50mm或累計(jì)長(zhǎng)度超過(guò)板寬的20%時(shí),除按上述方法處理外,還應(yīng)在板面上開槽或鉆孔,增加塞焊。在卷管加工過(guò)程中,應(yīng)防止板材表面損傷。對(duì)有嚴(yán)重傷痕的部位必須進(jìn)行修磨,使其圓滑過(guò)渡,且修磨處的壁厚不得小于設(shè)計(jì)壁厚。鋼板卷管采用一次性成型工藝,卷制時(shí),先將鋼板兩頭壓彎,直徑應(yīng)小于卷管直徑。然后調(diào)整滾床壓力,分二到三次卷制鋼管。將卷好的管節(jié)點(diǎn)焊加固,御下滾床后運(yùn)往焊接平臺(tái)施焊發(fā)貨")
厚壁鋼板卷管廠定制主要生產(chǎn)銷售:鋼板卷管厚壁卷管大口徑卷管丁字焊卷管,探傷焊卷管,16Mn卷管,Q345B卷管,異型卷管的大型卷管廠,本廠生產(chǎn)的丁字焊卷管,16Mn卷管,Q345B卷管,異型卷管遠(yuǎn)銷國(guó)內(nèi)外各大工程建筑。
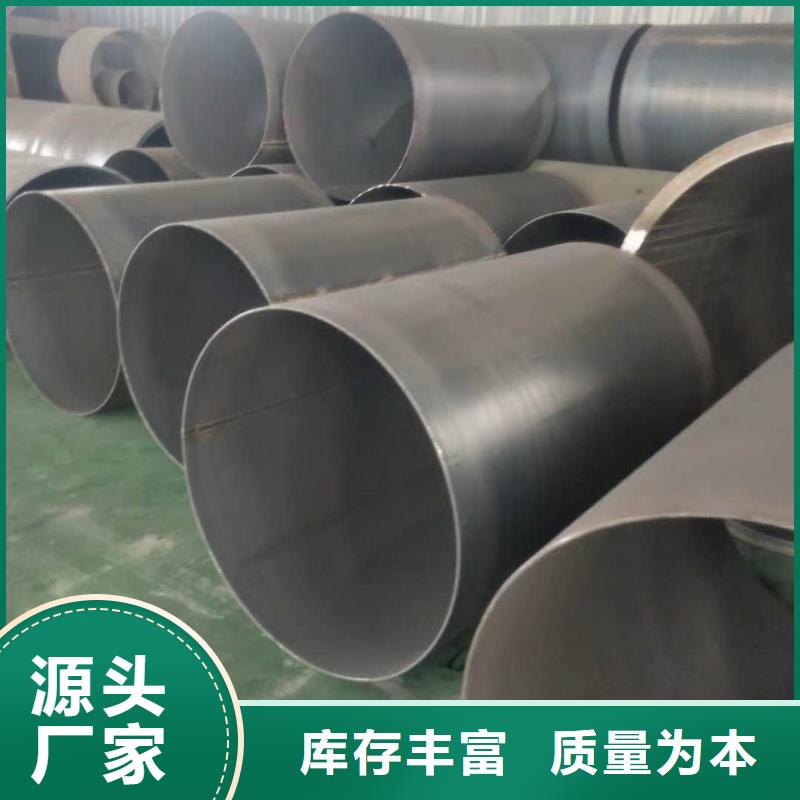
可按GB、HG、GD、SH、ANSI、ASME、API 5L、FOCT、DIN、JIS等標(biāo)準(zhǔn)生產(chǎn),本公司開發(fā)研制的各種卷管系列產(chǎn)品暢銷全國(guó)各地,廣泛出口歐美、中東及東南亞 和地區(qū)。卷管年生產(chǎn)能力達(dá)10萬(wàn)噸,公司還擁有國(guó)內(nèi)的渦流探傷和水壓試驗(yàn)機(jī),理化試驗(yàn)無(wú)損探傷等設(shè)備,是華北地區(qū)一定規(guī)模的卷管生產(chǎn)企業(yè)。發(fā)貨")