



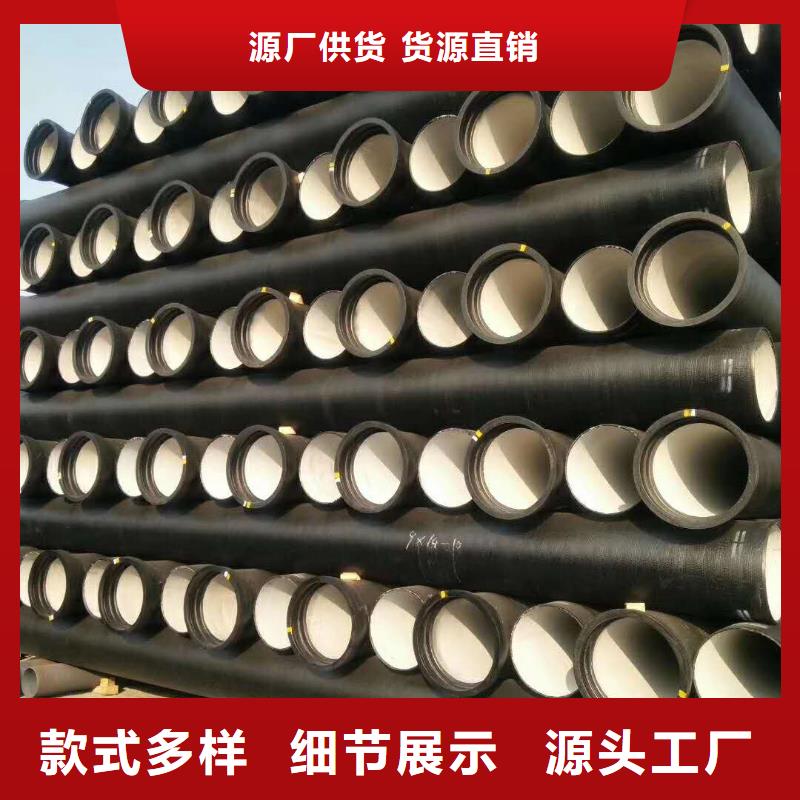






吉安球墨鑄鐵管 消失模鑄造技術工藝服務主要內容:負壓系統設計穩壓罐、過濾罐、汽水分離罐; 真空泵選型;負壓控制根據用戶產品進行專用砂箱設計,由用戶自行制造。維震實臺設計根據用戶需要提供一定規模的設計圖震實臺基礎設計烘房設計吉安球墨鑄鐵管新技術工藝規程及操作要點車間生產流程平面圖提供手工制模方法提供外購設備、配件、材料息到現場技術服務、培訓工人消失模鑄造技術的工藝裝備投資可大可小,我方可根據用戶產品提供設計圖紙或派人協助,利用用戶原有條件,節省投資。吉安球墨鑄鐵管消失模鑄造(又稱實型鑄造)是將與鑄件尺寸形狀相似的泡沫模型粘結組合成模型簇,刷涂耐火涂料并烘干后,埋在干砂中振動造型,在負壓下澆注,使模型氣化,液體金屬占據模型位置,凝固冷卻后形成鑄件的新型鑄造方法。消失模鑄造有下列特點:吉安球墨鑄鐵管鑄件質量好,成本低。材質不限,大小皆宜;尺寸精度高,表面光潔,減少清理,節省機加;內部缺陷大大減少,組織致密。可實現大規模、大批量生產。吉安球墨鑄鐵管自動化流水線生環保。可以大大改善作業環境、降低勞動強度、減少能源消耗。 
球墨鑄鐵鑄管 抓住機遇,推動行業高質量發展。中央經濟工作會議和全國兩會報告均指出,要推動制造業高質量發展。鋼鐵行業要抓住我國經濟持續穩定發展的機遇,堅持新發展理念,進一步推進供給側結構性改革,加強管理,提益,創新發展,綠色發展,真正實現結構調整,轉型升級。的缺陷如砂眼、氣孔、冷隔等,消失模鑄件中也會出現,可用保證澆注溫度等一般措施加以克服。泡沫模樣材料采用普通的EPS發泡成型。為保證泡沫模樣尺寸精度與剛性,減少多次拼接造成誤差和變形的原則,大口徑吉安球墨鑄鐵管件的泡沫模樣一般由四個部位組成(承口部位、插口部位、管體部位、法蘭部位),用冷膠粘結成形。考慮到吉安球墨鑄鐵管件尺寸較大,在上涂料和造型時模樣將會承受到較大的作用力,泡沫模樣密度取0.022g/cm3 至0.024g/cm3。澆注系統選用0.020g/cm3泡沫塑料(EPS)板材制作。 
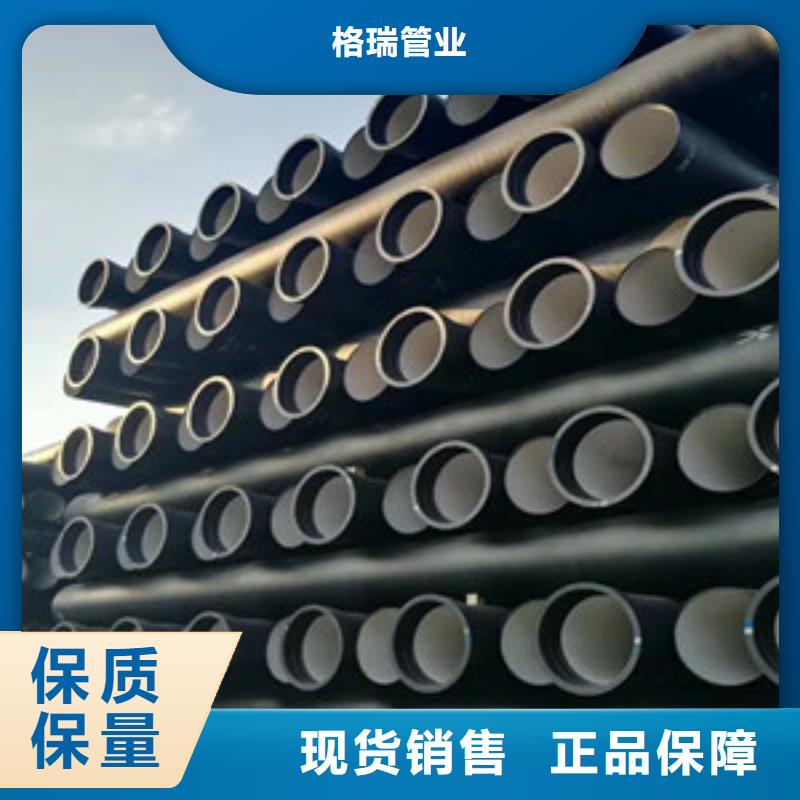
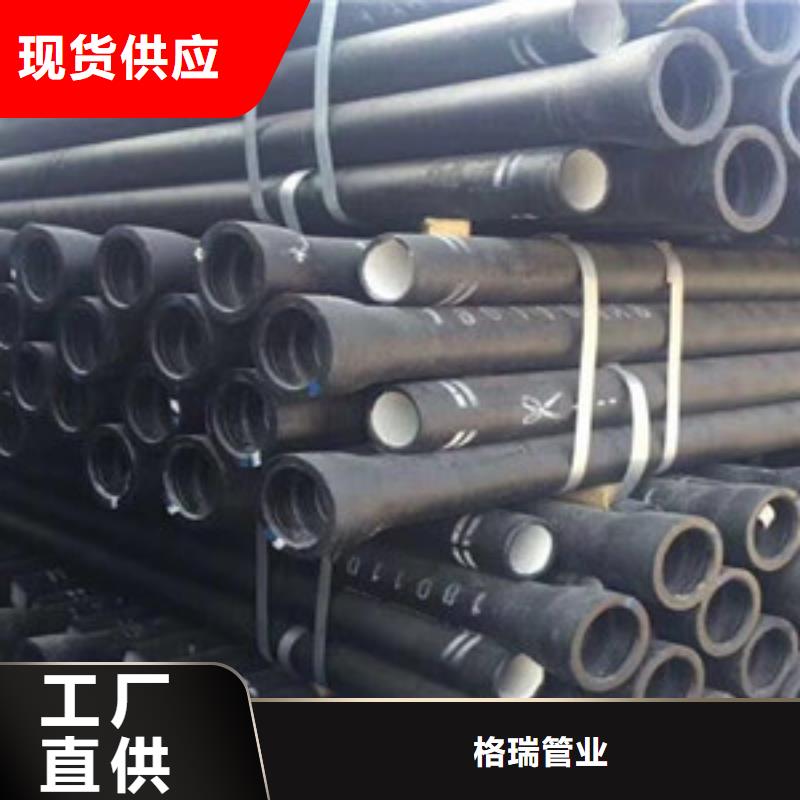
吉安球墨鑄鐵管相同規格的工作壓力等級新標準比原標準均有所降低,但以管材的允許工作壓力進行等級分類比以壁厚進行分類更具有實際意義,更有助于用戶根據需要進行管道設計與管材選用。吉安球墨鑄鐵管新標準引入的C級管材,雖然常用壓力與老標準K9級比,指標有所降低,但從對整條管線壓力的符合性而言(因為這實際取決于該管線中所用管件的承壓能力),是完全能夠滿足的。吉安球墨鑄鐵管而原標準規定,管材按標準壁厚級別分類,以字母K為首表示。常用壁厚等級為K9,其余包括K7、K8、K10、K11、K12…,壓力等級為3.2Mpa(適用規格≥DN700)、4.0Mpa(適用規格DN350-600)、5.0Mpa(適用規格≤DN300),標準較小壁厚6mm。 
吉安球墨鑄鐵管管與管之間的連接,采用承插式或法蘭盤式接口形式;按功能又可分為 柔性接口和剛性接口兩種。柔性接口用橡膠圈密封,允許有一定限度的 轉角和位移,因而具有良好的抗震性和密封性,比剛性接口安裝簡便快 速,按鑄造方法不同,勞動強度小。 管材的性和使用的可靠性:這是建筑給水中重要的原則,因為建筑 給水是有壓管,一旦漏水將會使建筑和人民財產造成損失。管材 應能經受得起振動沖擊、水錘和熱脹冷縮等,并經受時間考驗,不漏水 、不;吉安球墨鑄鐵管能作為現今供水管道系統管材很大一部分原因就是為 此。 
