


更新時間:2025-02-16 06:05:15 瀏覽次數:1 公司名稱:聊城 鑫澤金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 5900/噸 |
| 發貨期限 | 3 |
| 供貨總量 | 77777777 |
| 運費說明 | 運輸需方付費 |
| 最小起訂 | 50公斤 |
| 質量等級 | A級 |
| 是否廠家 | 是 |
| 產品材質 | 材質齊全 |
| 產品品牌 | 鑫澤制品 |
| 產品規格 | 直徑3-100 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 可定制 |
| 產品型號 | 根據需求 |
| 可售賣地 | 全國 |
| 產品重量 | 根據需求 |
| 產品顏色 | 光亮 |
| 質保時間 | 精密冷拉 |
| 外形尺寸 | 圓型 |
| 適用領域 | 輕工農機械制造 |
| 是否進口 | 否 |
| 質量認證 | 冷拉光亮 |
| 產品功率 | 1000 |
| 工作溫度 | 1500 |


吉安#數控機械走心加工廠#專業生產
吉安#數控機械走心加工廠#專業生產
<吉安>鑫澤金屬制品有限公司
 吉安#數控機械走心加工廠#專業生產
吉安#數控機械走心加工廠#專業生產

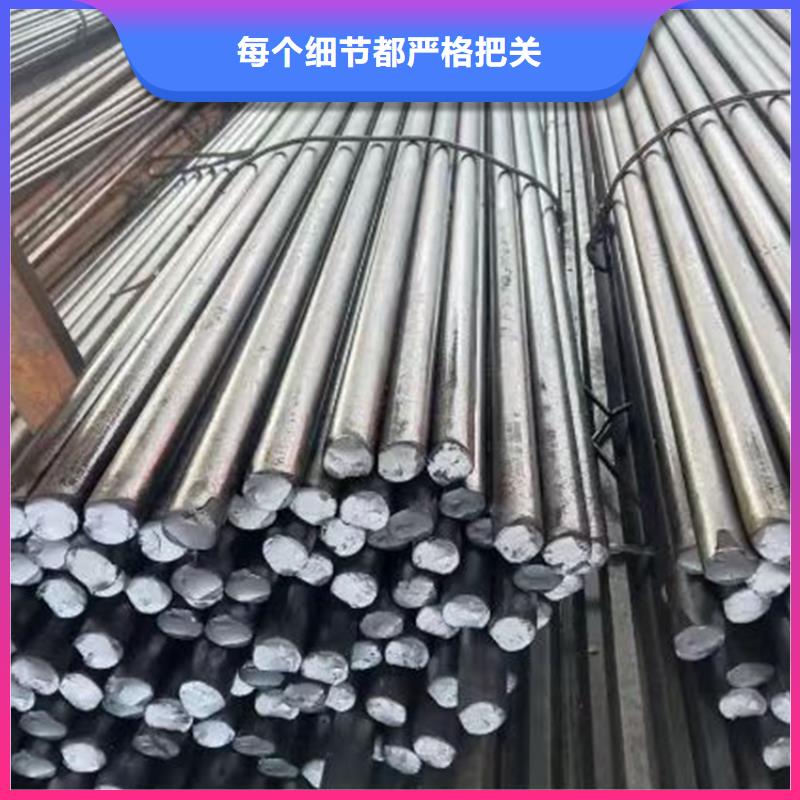
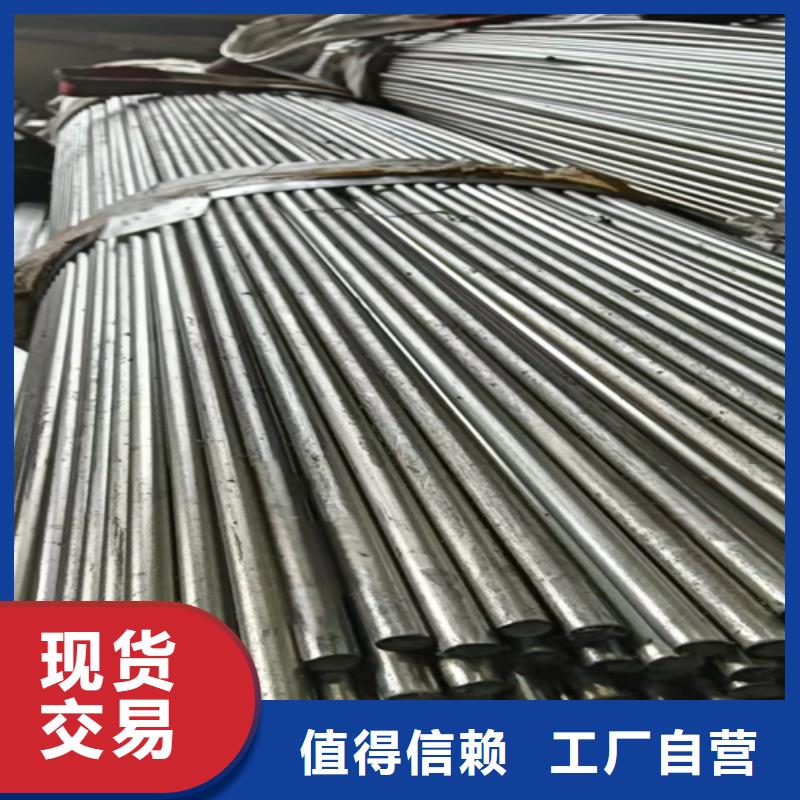
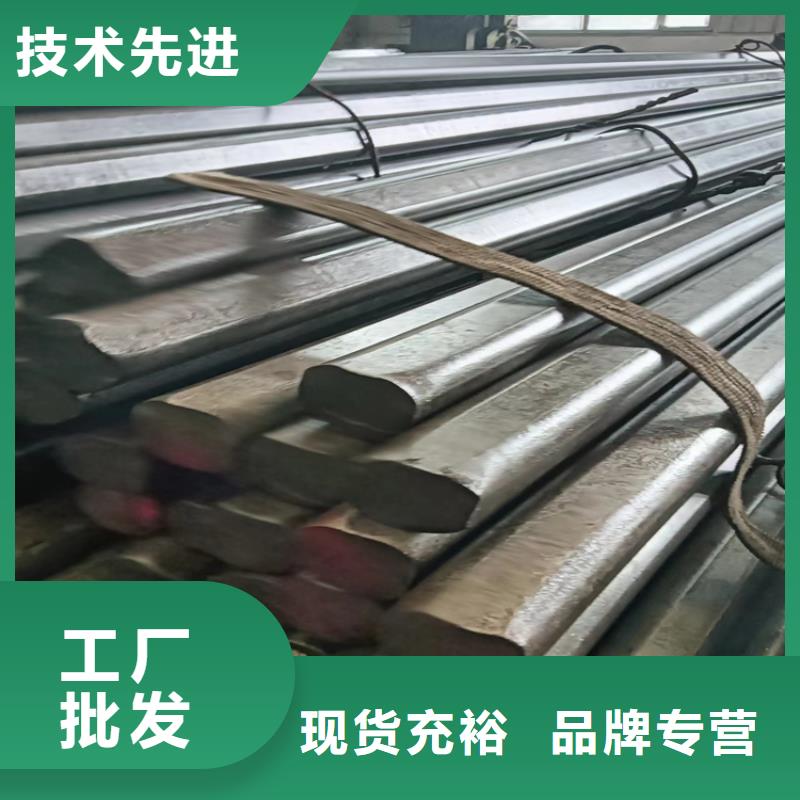
冷拔圓鋼方鋼扁鋼六角鋼異型鋼是指截面為圓形的實心長條鋼材。其規格以直徑的毫米數表示,如"50"即表示直徑為50毫米的方鋼。方鋼分為熱軋、鍛制和冷拉三種。熱軋方鋼的規格為5.5-250毫米。其中:5.5-25毫米的小方鋼大多以直條成捆供應,常用作鋼筋、螺栓及各種機械零件;大于25毫米的方鋼,主要用于制造機械零件或作無縫鋼管坯。Q355B方鋼與其它鋼筋的區別:外型不一樣,方鋼外型光圓,無紋無肋,其它鋼筋表面外型有刻紋或有肋,這樣就造成方鋼與混凝土的粘結力小,而其它鋼筋與混凝土的粘結力大。成份不一樣,方鋼(一級鋼)屬于普通低碳鋼,其它鋼筋多為合金鋼。 Q355B熱軋方鋼流程:方鋼坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫鋼→定徑→冷卻→矯直→水壓試驗→標記→入庫。軋制方鋼的原料是方鋼坯,方鋼胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。方鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題。Q355B冷拔圓鋼方鋼扁鋼六角鋼異型鋼的優點:成型速度快、產量高,且不損傷涂層,可以做成多種多樣的截面形式,以適應使用條件的需要;冷軋可以使鋼材產生很大的塑性變形,從而提高了冷拔圓鋼方鋼扁鋼六角鋼異型鋼的密度值和光滑度及精密尺寸。
通過這段時間的了解,我相信您對冷拔圓鋼并不陌生,但是這些內容對于想了解更多該產品的客戶來說是不夠的。今天小編帶大家來了解一下冷拔圓鋼通過哪些環節能實現再利用的目的吧。1.貨架外部處理:老化后,毛坯硬度達到標準,所以冷拔圓鋼不容易彎曲。我們在上架時應該注意。起吊兩端的材料時,應盡量防止上下晃動,因為晃動也會對老化的材料造成一定的彎曲。2.擠壓矯直:矯直是冷拔圓鋼型材成型和彎曲的一個非常重要的環節。矯直機一定注意用于矯直的強度。如果強度太高,型材會變形、桔皮等。如果強度太低,輪廓將會錯位和彎曲。3.擠壓框架:這個環節也很重要。鋸完長度后,鋁型材的框架應停止。這個成幀器應該注意這種材料是大是小,是帶管的材料還是從平面模具中拉出的材料。一般用管子吊起散裝物料和物料兩端的框架時不容易形成彎曲,但吊起小物料平模拉出的物料兩端時容易形成彎曲。
 吉安#數控機械走心加工廠#專業生產
吉安#數控機械走心加工廠#專業生產
(一)成品冷拔圓鋼產生橢圓的原因及調整:1、成品圓鋼產生橢圓的原因有:(1)成品孔錯牙。(2)對角線位置磨老。(3)進口導板偏斜。2、成品圓鋼產生橢圓的調整方法:(1)若是成品孔錯牙,需將下輥往對角線直徑短的一側移動,其移動的距離約等于兩對角線差的一半,即可將對角線直徑不相等的缺陷糾正過來。(2)若是軋槽磨老必須換槽。(3)若屬于進口導板傾斜,應將導板調正。(二)成品圓鋼的水平直徑和垂直直徑不合也會形成橢圓。它主要有以下幾種情況:(1)圓鋼的水平直徑大,垂直直徑也大。應使成品前的橢圓軋件高度縮小,即使成品前上輥適當降下(尺寸調小),成品的上輥適當下降(尺寸調小)。如果成品前的橢圓因上輥的下降產生耳子,應使進人橢圓的立橢圓軋件適當縮小尺寸。如果縮小進人橢圓的立橢圓軋件,亦產生過充滿現象時,應同樣往前一孔調整,使其過充滿現象。(2)如果圓鋼的垂直直徑稍大,水平直徑正好,如前所述,應降下成品前孔上輥和降下成品上輥。(3)圓鋼的垂直直徑正好,水平直徑稍大,應使成品前橢圓件高度縮小。(4)圓鋼的水平直徑比規定的小時,應使成品軋輥上輥適當降下;如仍然小時,則使成品前橢圓放大。(5)圓鋼的垂直直徑比規定的小時,而水平直徑正好或較小,應放大成品前橢圓斷面尺寸,成品上輥亦適當上升。如果水平直徑較大時,只將成品上輥適當升起即可。(6)成品孔進口導板偏斜也會造成水平直徑大,同時一側有鼓棱,嚴重時形成耳子。