





寶潤機械有限公司
吉安鋼筋鋸切套絲生產線(無中間商)
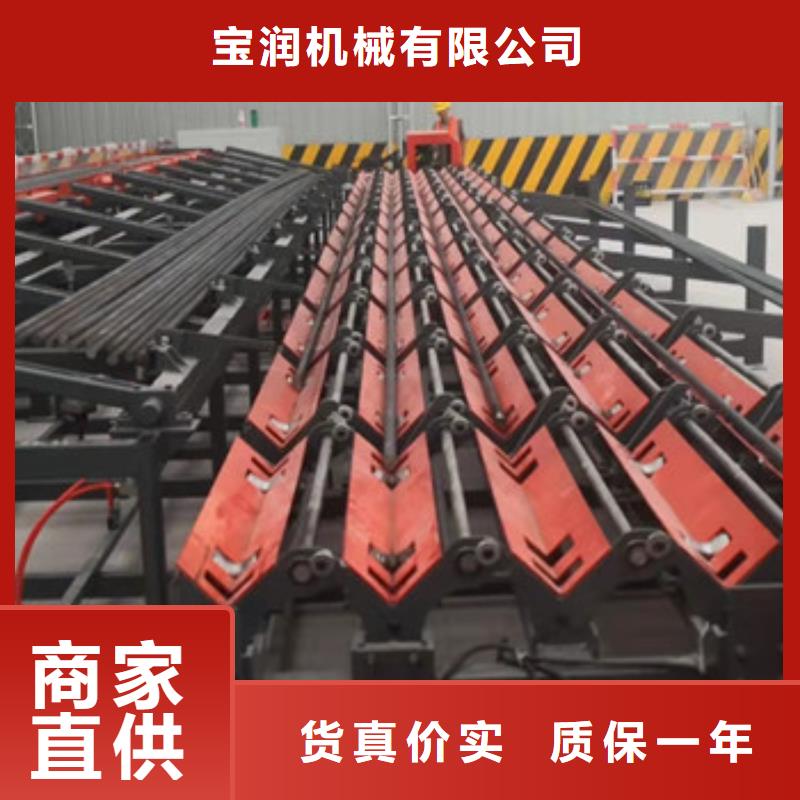
") 鋼筋鋸切套絲生產線操作工人應按上表的要求檢查絲頭加工質量,每加工10個絲頭用通、止規檢查一次。經自檢合格的絲頭再由質檢員隨機抽樣檢驗,一個工作班生產的絲頭為一個驗收批,隨機抽樣不少于10%且不少于10個。當合格率小于95%時,應加倍抽檢,復檢合格率仍小于95%時,應全部逐個檢驗,不合格的重新加工。?⑸檢查合格的絲頭應立即將其一端擰上塑料保護帽,另一端擰上連接套,并按規格分類堆放整齊待用。?4.?鋼筋連接?⑴連接套筒規格與鋼筋規格必須一致,絲扣應干凈、完好無損。?⑵連接之前應檢查鋼筋螺紋及連接套螺紋是否完好無損,鋼筋絲頭上如發現雜物或銹蝕,可用鋼絲刷。?⑶所用工具為扭力扳手或管鉗,兩鋼筋絲頭在套筒中間位置相互頂緊。擰緊力矩見下表,扭力扳手的精度為±
鋼筋鋸切套絲生產線操作工人應按上表的要求檢查絲頭加工質量,每加工10個絲頭用通、止規檢查一次。經自檢合格的絲頭再由質檢員隨機抽樣檢驗,一個工作班生產的絲頭為一個驗收批,隨機抽樣不少于10%且不少于10個。當合格率小于95%時,應加倍抽檢,復檢合格率仍小于95%時,應全部逐個檢驗,不合格的重新加工。?⑸檢查合格的絲頭應立即將其一端擰上塑料保護帽,另一端擰上連接套,并按規格分類堆放整齊待用。?4.?鋼筋連接?⑴連接套筒規格與鋼筋規格必須一致,絲扣應干凈、完好無損。?⑵連接之前應檢查鋼筋螺紋及連接套螺紋是否完好無損,鋼筋絲頭上如發現雜物或銹蝕,可用鋼絲刷。?⑶所用工具為扭力扳手或管鉗,兩鋼筋絲頭在套筒中間位置相互頂緊。擰緊力矩見下表,扭力扳手的精度為±
") 鋼筋鋸切套絲生產線 經擰緊后的接頭應做好標記,單邊外露絲扣長不應超過2P(P為螺距)。?⑸連接水平鋼筋時,必須從一頭往另一頭依次連接,不得從兩頭往中間或中間往兩端連接。?⑹結構構件中縱向受力鋼筋的接頭宜相互錯開35d且不小于500mm,同一連接區段內鋼筋接頭面積百分率不大于50%。?5.?檢查鋼筋連接質量?⑴在鋼筋正式連接施工前,應對每批接頭進行工藝檢驗并應符合下列要求:?①每種規格鋼筋的接頭不應少于3根;?②接頭試件的鋼筋母材應進行抗拉強度試驗并合格;?③3根接頭的抗拉強度均不小于該級別鋼筋抗拉強度的標準值,同時也不應小于0.9倍鋼筋母材的實際抗拉強度。?⑵現場檢驗應進行擰緊力矩檢驗和單向拉伸強度試驗。?①擰緊力矩抽檢數量:梁、柱類構件按接頭數量的15%且每個構件的接頭抽檢數量不得少于一個接頭,基礎、墻、板構件每100個接頭作為一個驗收批,不足100個也按一個驗收批,每批抽檢3個接頭,并應全部合格;如有一個接頭不合格,則該驗收批應逐個檢查
鋼筋鋸切套絲生產線 經擰緊后的接頭應做好標記,單邊外露絲扣長不應超過2P(P為螺距)。?⑸連接水平鋼筋時,必須從一頭往另一頭依次連接,不得從兩頭往中間或中間往兩端連接。?⑹結構構件中縱向受力鋼筋的接頭宜相互錯開35d且不小于500mm,同一連接區段內鋼筋接頭面積百分率不大于50%。?5.?檢查鋼筋連接質量?⑴在鋼筋正式連接施工前,應對每批接頭進行工藝檢驗并應符合下列要求:?①每種規格鋼筋的接頭不應少于3根;?②接頭試件的鋼筋母材應進行抗拉強度試驗并合格;?③3根接頭的抗拉強度均不小于該級別鋼筋抗拉強度的標準值,同時也不應小于0.9倍鋼筋母材的實際抗拉強度。?⑵現場檢驗應進行擰緊力矩檢驗和單向拉伸強度試驗。?①擰緊力矩抽檢數量:梁、柱類構件按接頭數量的15%且每個構件的接頭抽檢數量不得少于一個接頭,基礎、墻、板構件每100個接頭作為一個驗收批,不足100個也按一個驗收批,每批抽檢3個接頭,并應全部合格;如有一個接頭不合格,則該驗收批應逐個檢查
