

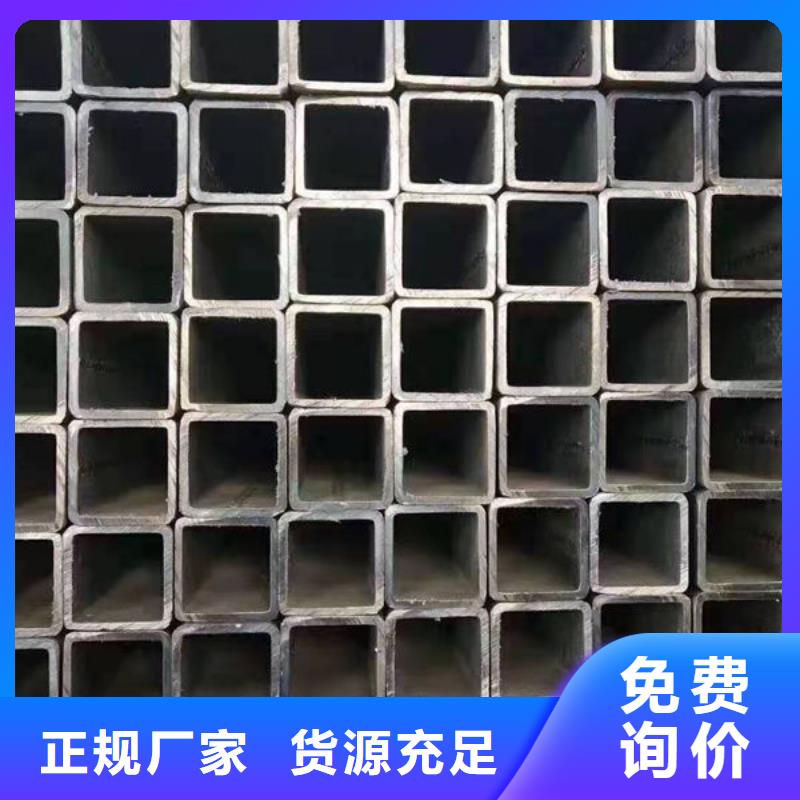



吉安無縫鋼管一般是鋼水通過環形狹縫積壓出來,然后經過拉伸等處理工藝,使之無焊縫。吉安無縫鋼管廠廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,已廣泛用鋼管來制造。無縫管用途很廣泛。一般用途的無縫管鋼材由普通碳素結構鋼、低合金結構鋼或合金結構鋼軋制,產量多,主要用作輸送流體的管道或結構零件。無縫鋼材管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。
吉安螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。它有著近100年的歷史,首先德國人于1885年發明二輥斜扎穿孔機,1981年又發明了周期扎管機;接著1903年瑞士人施蒂費爾發明自動扎管機(也稱頂頭式扎管機),開始形成近代吉安螺旋鋼管工業;20世紀30年代由于采用了三輥扎管機,擠壓機,周期式冷扎管機,改善了鋼管的品種質量;60年代由于連扎管機的改進,三輥穿孔機的出現,特別是應用張力減徑機和連鑄坯的成功,提高了生產效率,增強了吉安螺旋鋼管與焊管競爭的能力;70年代螺旋管與焊管鋼材正并駕齊驅,世界吉安螺旋鋼管產量以每年5%以上的速度遞增;中國1953年后重視發展吉安螺旋鋼管工業,已初步形成扎制各種大、中、小型管材的生產體系。
吉安雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形,形成開口的O形。5. 預焊:使成型后吉安鋼管合縫并采用氣體保護焊(MAG)進行連續焊接。6. 內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內側進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側進行焊接。超聲波檢驗對螺旋鋼管內外焊縫及焊縫兩側母材進行的檢查。8. X射線檢查:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。9. 擴徑:直縫管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態。
1.吉安鋼的自然屬性-------主要是材料的“穿孔性能”A、 材料品種B、 鋼材的純凈度、夾雜物多少與形態、偏析等,煉鋼、澆鑄、冷卻等因素。C、 吉安軋鋼過程溫度控制、壓縮比-------晶粒度大小2.頂頭前壓縮量,這個量要適當。小了,拽入力不夠;大了,變形不均勻性增加,易形成空腔。壓縮段不宜太長,反復次數過多時,易裂。與頂頭前伸量也有關。3.調整參數中的橢圓度-------導板距是重要因素,而導板若太小又容易包頂頭,脫不出管。加熱制度---------加熱由線要合理。4.定心孔不良,會造成管子頭部端一段內裂。5.頂頭磨損及尖部熔損等工具不良所致。根據缺陷狀況,分析其產生的原因,便可找到對應的解決辦法。