
更新時間:2025-01-05 08:28:03 瀏覽次數:5 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 36000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 99 |
| 運費說明 | 物流/專車 |
| 最小起訂 | 1 |
| 質量等級 | 優等 |
| 是否廠家 | 是 |
| 產品品牌 | 河河南建貿 |
| 發貨城市 | 河南許昌 |
| 產品產地 | 河南許昌 |
| 加工定制 | 是 |
| 產品型號 | RLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3500kg |
| 產品顏色 | 可定制 |
| 型號 | RLJ-3000 |
| 加工范圍 | 400-3000MM長度40米 |
| 整機重量 | 4500KG |
| 安裝尺寸 | 16*5M |
| 小車電機 | 3kw/5.5kw |
| 動力頭電機 | 5.5kw/7.5kw(選配) |
| 調直電機 | 5.5kw/7.5kw(雙筋) |




鋼筋籠滾籠機操作規程 鋼筋籠生產線是多工序、工步同時合生產鋼筋籠專業設施,要求所有參與人員必須做到; 1;生產線操作人員必須熟悉本機生產全部工藝 2;生產線工作期間不允許非生產人員機械、工件。 3;生產前調試好各機械、部件及。試運行各動、自動功能 4;骨架成后繞筋單人操作,其余人員均為輔助,禁止疲勞、酒后操作,機器運轉時禁止抓、握工件。 5;生產中隨時處理物件及流動人員,保障生產。 6;設備上拼裝骨架,工件時采點動,避免連續轉動。 7;繞筋成后必須斷開繞筋,推開小車給鋼筋籠料讓路 8;機械進行、更換機件、時不得開動機器 9;成機機械須有良好保護接地和接零,不允許機器帶病工作,保障機械設備始終處于良好工作狀態。 10;工作完畢、停工期間清理場地、斷開電源、主件遮蓋。
<佳木斯>建貿機械設備有限公司 佳木斯數控鋼筋籠滾籠焊機排行
佳木斯數控鋼筋籠滾籠焊機排行
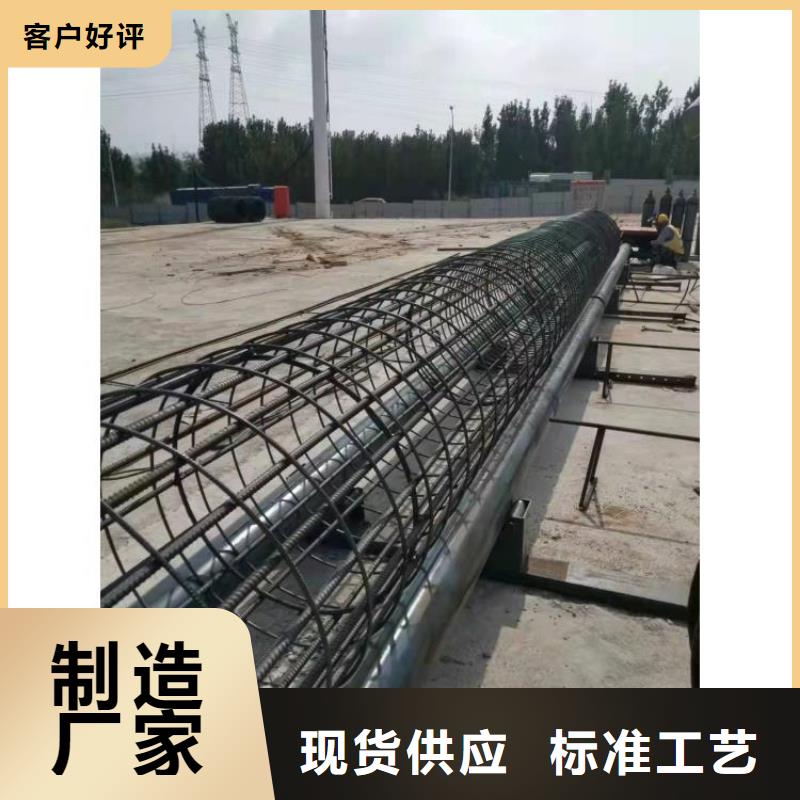
鋼筋籠滾籠機 2、自動化程度不容。鋼筋籠滾焊機自動化程度較高,工人只需要把鋼筋籠的內部加強圈提前制作好,所有的鋼筋籠制作工序都在鋼筋籠滾焊機上進行。而鋼筋籠繞筋機自動化程度較低,需要工人提前做好加強圈,并且把鋼筋籠主筋和加強圈焊接完畢制作成大致籠子的形狀,鋼筋籠繞筋機只做鋼筋籠外部繞筋的纏繞工序。 3、精密程度不同。鋼筋籠滾焊機制作出的鋼筋籠 不會出現直徑內縮現象,繞筋纏繞的誤差一米在2CM左右,非常標準。而鋼筋籠繞筋機根據要生產的鋼筋籠主筋和繞筋粗細程度的對比不同有的會出現直徑內縮現象,繞筋纏繞的誤差也會稍微大一些。 4、生產速度不同。一般而言如果工人能夠提前把加強圈和主筋焊接好供鋼筋籠繞筋機生產的話,鋼筋籠繞筋機的生產速度要高于鋼筋籠滾焊機。 5、需要工人數量不容。鋼筋籠滾焊機只需要3個工人就可生產,2人上料和準備加強圈,一人操作設備進行焊接。而鋼筋籠繞筋機需要工人多一些,需要工人把主筋和加強圈焊接好,供鋼筋籠繞筋機使用,大概需要4人,再加上一個人操作設備焊接。共需要5人操作。
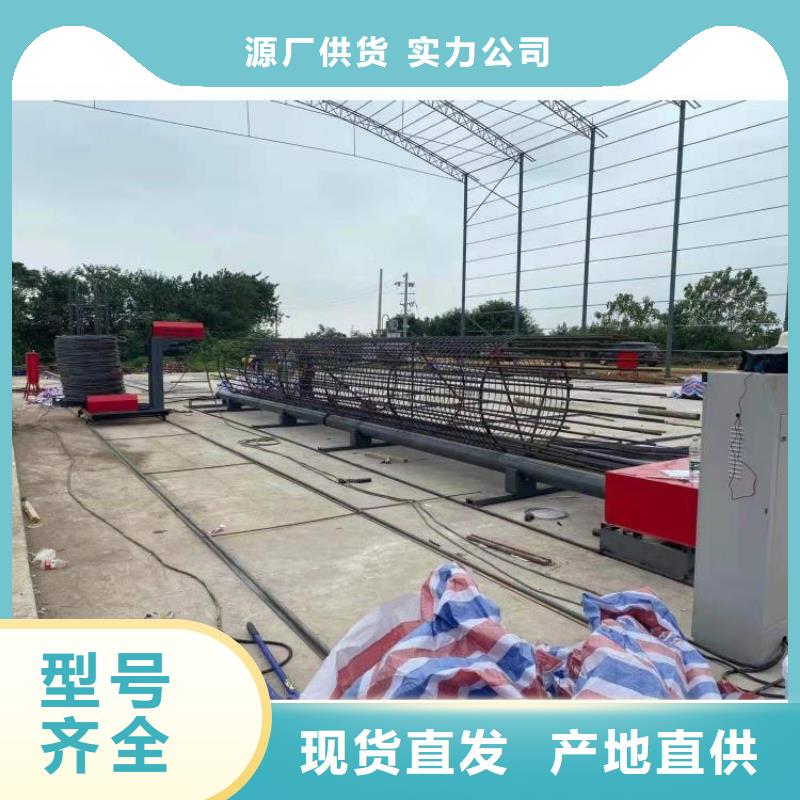
jmc鋼筋籠滾籠機通電后檢查步驟。鋼筋滾籠機構造灌注樁繞筋機服務器:含聲卡機架、基座、膠棍、傳動裝置等。膠棍轉動推動灌注樁旋轉,按施工圖設計間隔,相互配合小轎車中移動盤繞箍筋成形。灌注樁繞筋機小轎車一部分;窗框、園盤、施工放線器、路軌、走動輪、電動機等構成。園盤用以盤繞筋儲放,繞筋根據施工放線器聯接于骨架圖,骨架圖轉動、小轎車直行,盤繞筋帶動園盤自主旋轉。4、服務因素如果產品質量相同價格不同,可能廠家技術支持和售后服務有差別。一家公司如果有著強大的技術支持以及專業的售后服務,可能這家的機器價格較高,但都是物有所值。5、購買量因素采購機器的數量也影響鋼筋繞筋機的價格,因為批發的價格往往比單買的價格要便宜一些。以上是對影響鋼筋繞筋機價格因素的分析,希望我們在購買機器的時候,能夠擁有甄別能力,選購出自己需要的商品。

鋼筋籠滾籠機四。鋼筋籠滾焊機優點:加工可靠:由于采用的是數控機械化作業,能夠化制作鋼筋籠,間距均勻,精度高;機械,盤筋與主筋纏繞緊密;邊成型邊加內加強筋,確保鋼筋籠同心度。加工速度快:正常情況下備料及滾焊部分3人一班,分二班作業,6個人就可以加工出20多個12米長成品的鋼筋籠,工作效率非常高(全自動鋼筋籠焊機,鋼籠氣保焊無需人工,由設備自動完成)。自動化程度高:主筋由氣缸固定,自動焊設備還可以實現氣保焊的自動化完成,加大工作效率、工人勞動強度。五。鋼筋彎箍機等鋼筋加工機械在的鋼筋工人手里面瞬間就不一樣了,這些鋼筋工人利用這些機器,加工出來的鋼筋在保證的前題下還能夠保證低損失、高質量,數控鋼筋籠滾焊機,滾籠機那么好的加工設備在鋼筋工人手里更是能夠起到更好的效果。切刀的調整切刀分為上切刀和下切刀。兩切刀之間的間隙Δt的值,在調直小直徑鋼筋時應控制在0.1mm以內,在調直大直徑鋼筋時應控制在0.2mm以內。數控鋼筋籠滾焊機,滾籠機調整方法是,先將下切刀裝入刀體座內,使其端面與上切刀自然接觸,然后,調整緊固螺釘和調整螺釘使下切刀軸向移動,調整與上切刀之間的間隙。


