您的位置>首頁 >湖州當(dāng)?shù)亟袢諢狳c(diǎn) >
安吉珩磨管優(yōu)質(zhì)產(chǎn)品
更新時(shí)間: 2025-01-10 16:27:22 瀏覽次數(shù):2
以下是:安吉珩磨管優(yōu)質(zhì)產(chǎn)品的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 5900/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運(yùn)費(fèi)說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質(zhì)量等級(jí) | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20# |
|---|
| 產(chǎn)品品牌 | 九冶 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品顏色 | 金屬色 |
|---|
| 適用領(lǐng)域 | 油缸 機(jī)械加工 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質(zhì) | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:安吉珩磨管優(yōu)質(zhì)產(chǎn)品的圖文視頻
導(dǎo)讀 安吉珩磨管優(yōu)質(zhì)產(chǎn)品,安達(dá)液壓機(jī)械有限公司專業(yè)從事安吉珩磨管優(yōu)質(zhì)產(chǎn)品,聯(lián)系人:高經(jīng)理,電話:17706353138、17706353138,QQ:3573482096,發(fā)貨地:聊城遼河路燕山路交叉口南500米東首發(fā)貨到浙江省 湖州市 吳興區(qū)、南潯區(qū)、德清縣、長興縣、安吉縣,以下是安吉珩磨管優(yōu)質(zhì)產(chǎn)品的詳細(xì)頁面。 浙江省,湖州市 湖州市,浙江省轄地級(jí)市,是長江三角洲中心區(qū)城市,地處中國華東地區(qū),浙江省北部,浙蘇皖三省交匯處,地理坐標(biāo)介于東經(jīng)119°14′~120°29′,北緯30°22′~31°11′之間,東鄰嘉興市,南接杭州市,西鄰安徽省宣城市,北瀕太湖,與江蘇省無錫市、蘇州市隔湖相望,總面積5820平方千米。截至2022年末,湖州市常住人口341.3萬人。截至2022年10月,湖州市下轄2個(gè)區(qū)、3個(gè)縣。
浙江省湖州安吉珩磨管優(yōu)質(zhì)產(chǎn)品
<湖州>九冶管業(yè)有限公司
質(zhì)產(chǎn)品")
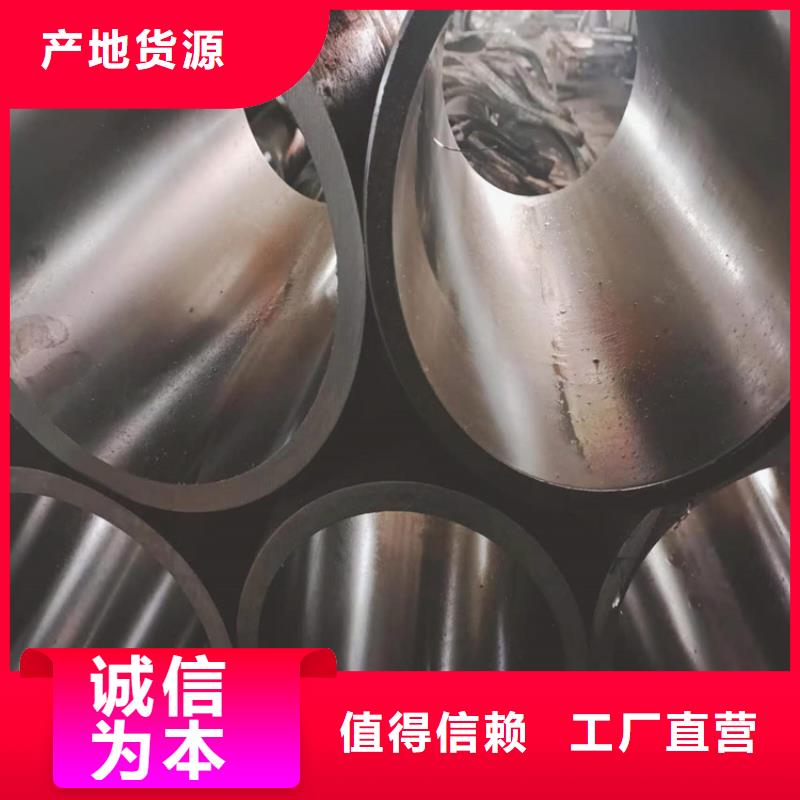
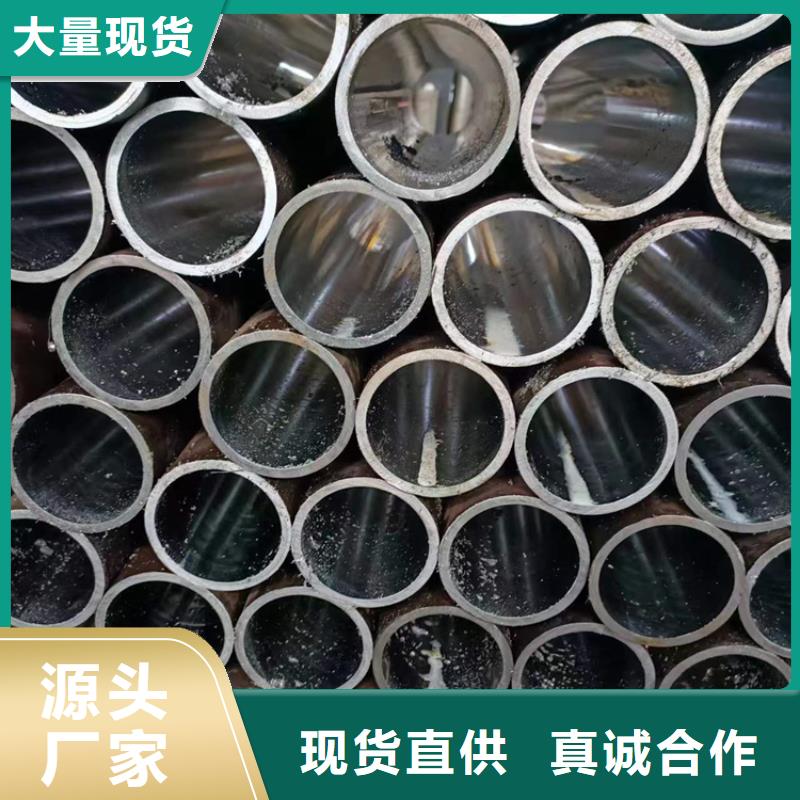
在多點(diǎn)上測定軋制后的鋼管圓周方向上的壁厚,絎磨管根據(jù)其測定結(jié)果,至少分別控制芯棒式無縫管軋機(jī)的終軋制機(jī)座上的軋輥各個(gè)軸的兩端位置,以便使壁厚不均達(dá)到小。一般高壓合金管用普通碳素鋼、優(yōu)質(zhì)碳素鋼、普通低合金鋼和合金結(jié)構(gòu)鋼制造,用于制作輸送液體管道或制作結(jié)構(gòu)、零件用。高精密珩磨管按外徑和壁厚度供貨,在同一外徑下有多種壁厚,高精密珩磨管承受的壓力范圍較大。通常鋼管長度,熱軋管為3-12.5m,冷拔(軋)管為1.5-9m。在使用之前必須先檢查是否有異狀,如外觀變形,接頭是否有壓緊,而雙頭彈簧(橡膠套)必須套進(jìn)接頭處,是保護(hù)接頭處與高精密珩磨管的脆弱處也可避免收管時(shí)成90度或180度的折損,而產(chǎn)生使用時(shí)容易爆管或漏劑之情形。
質(zhì)產(chǎn)品")
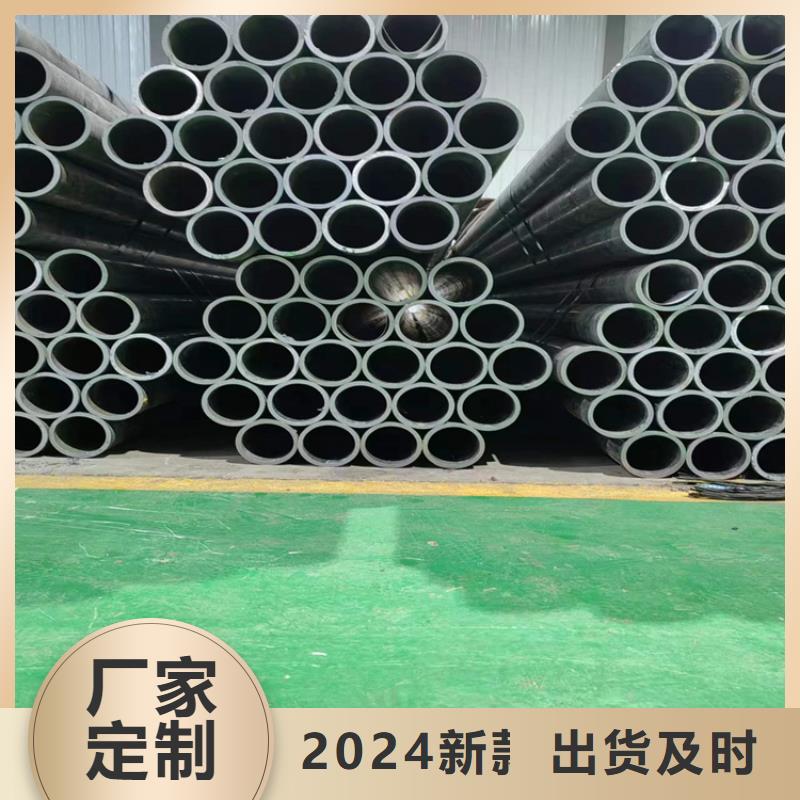
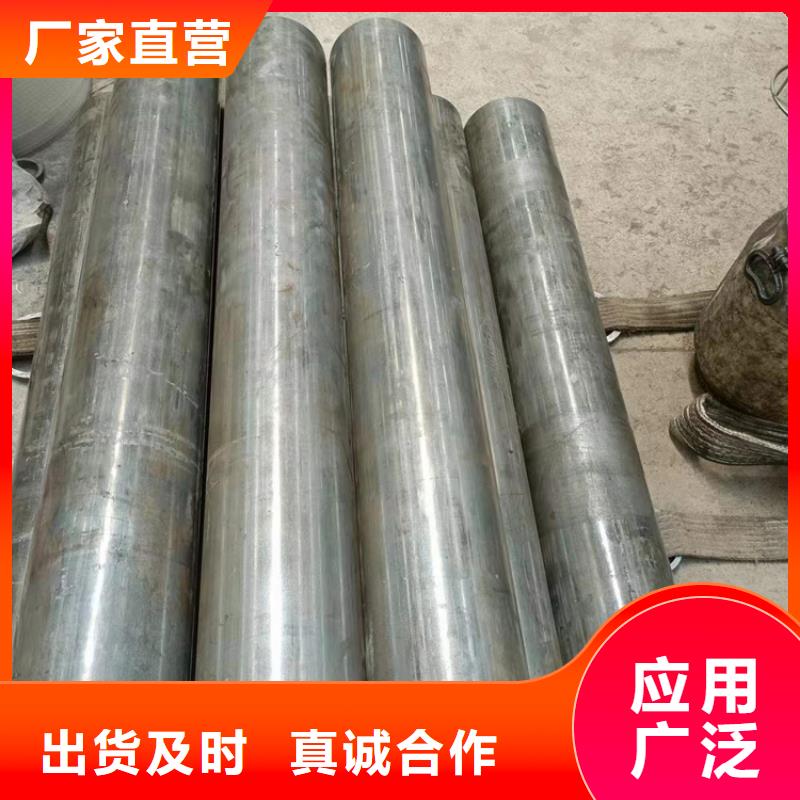
鋼市上演了一小波反彈行情,累計(jì)持續(xù)兩周左右。以上海市場為例,大口徑絎磨管現(xiàn)貨價(jià)格從3600元/噸漲至3760元/噸,上漲160元/噸,同一時(shí)間內(nèi)北京市場僅反彈100元/噸。這反映出行情仍受需求預(yù)期驅(qū)動(dòng)較強(qiáng),心理因素起到了一定推動(dòng)作用45#絎磨管滾壓工藝光潔度是效的 油缸是工程機(jī)械主要部件,傳統(tǒng)的加工方法是:拉削缸體——精鏜缸體——磨削缸體。采用滾壓方法是:拉削缸體——精鏜缸體——滾壓缸體,工序是3部分,但時(shí)間上對(duì)比:磨削缸體1米大概在1-2天的時(shí)間,滾壓缸體1米大概在10-30分鐘的時(shí)間。投入對(duì)比:磨床或絎磨機(jī)(幾萬——幾百萬),滾壓刀(1仟——幾萬)。滾壓后,孔表面粗糙度由幢滾前Ra3.2~6.3um減小為Ra0.4~0.8&um,孔的表面硬度提高約30%,缸筒內(nèi)表面疲勞強(qiáng)度提高25%。油缸使用壽命若只考慮缸筒影響,提高2~3倍,鏜削滾壓工藝較磨削工藝效率提高3倍左右。以上數(shù)據(jù)說明,滾壓工藝是的,能大大提高缸筒的表面質(zhì)量。
<湖州>九冶管業(yè)有限公司
浙江省湖州安吉珩磨管優(yōu)質(zhì)產(chǎn)品
總結(jié) 安吉珩磨管優(yōu)質(zhì)產(chǎn)品,安達(dá)液壓機(jī)械有限公司為您提供安吉珩磨管優(yōu)質(zhì)產(chǎn)品產(chǎn)品案例,聯(lián)系人:高經(jīng)理,電話:17706353138、17706353138,QQ:3573482096,發(fā)貨地:遼河路燕山路交叉口南500米東首。