



不要猶豫,花一分鐘時間觀看我們的201不銹鋼復合管道路隔離欄桿批發價格產品視頻吧!您將發現更多令人贊嘆的細節和優勢,為您的購買決策提供有力參考。
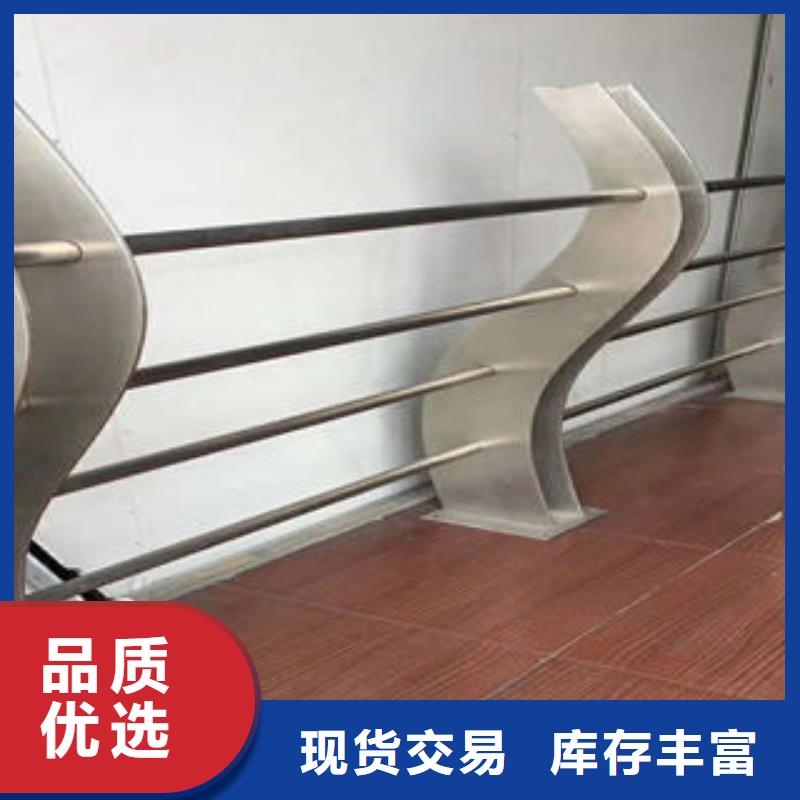
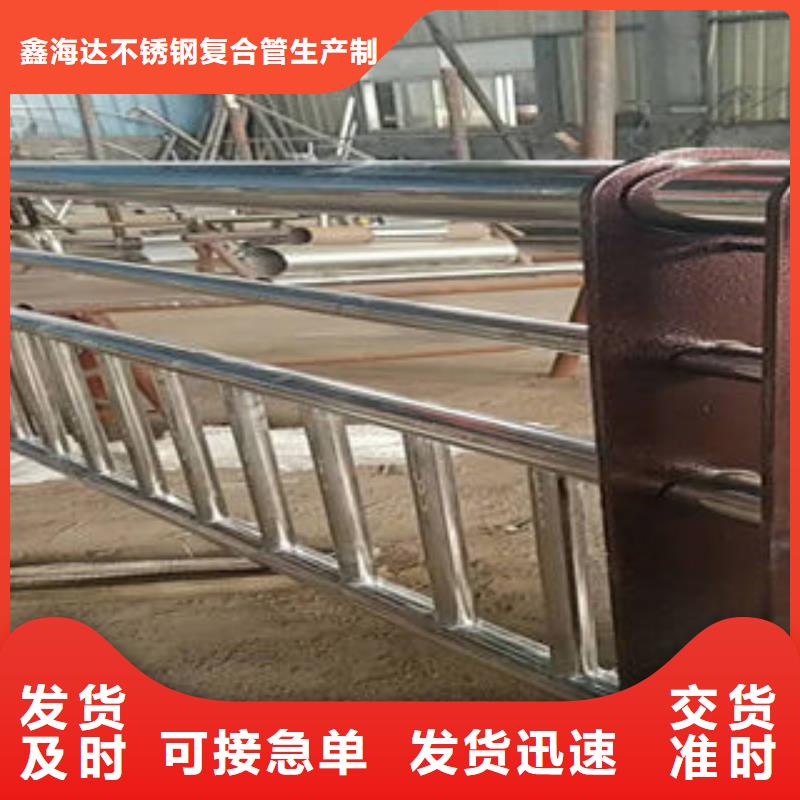
以下是:201不銹鋼復合管道路隔離欄桿批發價格的圖文介紹

鑫海達不銹鋼復合管生產制造廠家有限公司主營產品: 湖南不銹鋼復合管護欄。公司擁有雄厚的開發能力、先進的工藝設備、嚴謹的質量管理、完善的售后服務、戰略化的人力資源、卓越的企業文化、永爭di yi的價值觀念。堅持走引進,吸收與自主開發并重的技術道路, 建立了一支率、高素質的產品開發隊伍。同時,建立了規模龐大、設施先進的技術中心,模塊化生產方式的總裝線、先進檢測設備,確保產品質量穩定可靠。企業的服務宗旨:敬業 務實 創新,公司的質量目標:力爭產品的合格率達到 、用戶滿意率達到。我們用“誠信”打造了“啟豪”您的要求是我們的目標,我們向您承諾“啟豪”產品 能給您帶來更多的快樂。我們期待您的光臨,讓我們攜手共進。


在欄板和欄桿頂面,劃出扶手直線段與彎頭、折彎段的起點和終點的位置。彎頭配制: 按欄板或欄桿頂面的斜度,配好起步彎頭,般木扶手,可用扶手料割配彎頭,采用割角對縫粘接,在斷塊割配區段內少要考慮三個螺釘與支承固定件連接固定:大于7Omm 斷面的扶手接頭配制時,除粘結外,還應在下面作暗禪或用鐵件鉚固。整體彎頭制作:先做足尺大樣的樣板,并與現場劃線核對后,在彎頭料上按樣板劃線,制成雛型 毛料(毛料尺寸一般大于設計尺寸約10mm )。
按劃線位置預裝,與縱向直線扶手端頭粘結,制作的彎頭下面刻槽,與欄桿扁鋼或固定件緊貼結合。 連接頂裝:頂制木扶手須經頂裝,頂裝木扶手由下往上進行,先頂裝起步今頭及連接跑扶手的折彎彎頭,再配上下折彎之間的直線扶手料,進行分段預裝粘結,粘結時操作環境溫度不得低于5 ℃ 。固定:分段預裝檢查無誤,進行扶手與欄桿(欄板)上固定件,用木螺絲擰緊固定,固定間距控制在4O0mm 以內,操作時應在固定點處,先將扶手料鉆孔,丙將木螺絲擰入,不得用睡子直接打入,螺帽達到平正。整修:扶手折彎處如有不平順,應用細木銼銼平,找順磨光,使其折角線清晰,坡角合適,彎曲白然、斷面一致,后用木砂紙打光。
技術要求:膨脹螺栓安裝牢固,螺母鎖緊。(M 10xl00 )或(M12xl50 ) ,不許有松動或未扭緊的情況。埋件要與眾杜焊接牢固。焊接部位不得小于14,焊接部位杭拉強度不得小于500Kg;齊陽臺護欄,整體外觀美觀,安裝統一協調.上下齊陽臺護欄、飄窗護欄、空調護欄安在同· 條軸線上,偏差不許大于10mm。欄桿與墻面、地面結合處打黑色耐候防水密封膠。
木制扶手· 般用硬雜木加工成規格成品,其樹種、規格、尺寸、形狀按設計要求。木材質量均應紋理順直、顏色一致,不得有腐朽、節疤、裂縫、扭曲等缺陷;含水率不得大于12 %。彎頭料· 般采用扶手料,以45度角斷面相接,斷面特殊的木扶手按設計要求備彎頭料;木扶手應經過防腐水浸泡、烘干及防變形處理;木制品成型后,經過打磨、拋光表面涂刷木材環保專用漆,涂底漆二遍,中涂一遍,面漆二遍。木材邊角坐面均要求細致打磨,倒5mm 圓角,表面光滑、無毛刺。長度大于3m 時應分開設置.
。
按劃線位置預裝,與縱向直線扶手端頭粘結,制作的彎頭下面刻槽,與欄桿扁鋼或固定件緊貼結合。 連接頂裝:頂制木扶手須經頂裝,頂裝木扶手由下往上進行,先頂裝起步今頭及連接跑扶手的折彎彎頭,再配上下折彎之間的直線扶手料,進行分段預裝粘結,粘結時操作環境溫度不得低于5 ℃ 。固定:分段預裝檢查無誤,進行扶手與欄桿(欄板)上固定件,用木螺絲擰緊固定,固定間距控制在4O0mm 以內,操作時應在固定點處,先將扶手料鉆孔,丙將木螺絲擰入,不得用睡子直接打入,螺帽達到平正。整修:扶手折彎處如有不平順,應用細木銼銼平,找順磨光,使其折角線清晰,坡角合適,彎曲白然、斷面一致,后用木砂紙打光。
技術要求:膨脹螺栓安裝牢固,螺母鎖緊。(M 10xl00 )或(M12xl50 ) ,不許有松動或未扭緊的情況。埋件要與眾杜焊接牢固。焊接部位不得小于14,焊接部位杭拉強度不得小于500Kg;齊陽臺護欄,整體外觀美觀,安裝統一協調.上下齊陽臺護欄、飄窗護欄、空調護欄安在同· 條軸線上,偏差不許大于10mm。欄桿與墻面、地面結合處打黑色耐候防水密封膠。
木制扶手· 般用硬雜木加工成規格成品,其樹種、規格、尺寸、形狀按設計要求。木材質量均應紋理順直、顏色一致,不得有腐朽、節疤、裂縫、扭曲等缺陷;含水率不得大于12 %。彎頭料· 般采用扶手料,以45度角斷面相接,斷面特殊的木扶手按設計要求備彎頭料;木扶手應經過防腐水浸泡、烘干及防變形處理;木制品成型后,經過打磨、拋光表面涂刷木材環保專用漆,涂底漆二遍,中涂一遍,面漆二遍。木材邊角坐面均要求細致打磨,倒5mm 圓角,表面光滑、無毛刺。長度大于3m 時應分開設置.
。



雙金屬復合管由兩種不同金屬材料構成,管層之間通過各種變形和連接技術形成緊密結合,從而使兩種材料結合成一體而制成的一種新型金屬復合管材。其一般設計原則是基材滿足管道設計許用應力,復層抵抗腐蝕或磨損等。雙金屬復合管兼有基層和復層的所有優點,相對于整體合金管能有效降低成本,而且在對整體合金管具有應力腐蝕開裂敏感性的氯化物和(或) 酸性環境中復合管可以提高性和可靠性。
隨著工業技術的發展,環境介質的復雜化,以及競爭的加劇,許多行業對金屬管材綜合性能的要求越來越高,因而雙金屬復合管及其生產技術得到迅速發展。對于強腐蝕、高磨損、高工作壓力環境下使用的流體管道,通常采用高品質的不銹鋼或高合金含量的無縫鋼管,這類管材由于大量添加合金元素,其價格是一般普通無縫鋼管的幾倍或幾十倍。多年來,管材用戶和生產商一直在努力尋求通過不同金屬的復合,從而獲得一種既能滿足苛刻的使用環境,又價廉物美的高性能復合管材。
雙金屬復合管能實現材料的優勢互補,節省合金元素,降低工程費用,在保證原基管各項性能的基礎上,提高了管道的耐腐蝕性、耐磨性,延長了管道的使用壽命,是純不銹鋼管、銅管或其他耐腐蝕性合金管的替代產品。由于復合鋼管具有優良的綜合性能,因此自20世紀60年代起,日、美、德、英和前蘇聯等都很重視復合鋼管的開發及使用,從生產工藝、使用性能、檢驗方法等方面進行了大量的研究。目前雙金屬復合鋼管的生產工藝已日趨完善,日本、美國、英國、瑞典、德國等處于好水平。復合管已經在腐蝕性較強的石油、石化企業、核工業以及醫藥、食品加工等領域獲得廣泛認同,也可通過內層復合耐磨金屬,從而滿足電廠粉煤、礦山礦粉和尾礦漿輸送等高磨損工作環境的要求。而起步較晚,技術水平相對落后。
復合管是近10年發展較快的一種工程管道,品種、功能繁多,性能優越,形成了比較成熟的工藝技術,并且已經投產。主要的工藝方法很多比如熱軋復合方法、熱擠壓復合法、鑄造復合方法、爆炸焊接復合方法、組合式雙金屬復合管生產方法、激光包覆法等。在技術開發方面日本后來居上。據文獻報道,日本在80年代初就陸續研制和開發了多種復合工藝。其中典型的熱軋或熱軋加冷成型工藝可以實現包覆材料與基材界面的冶金結合,質量優良。其產品廣泛用于石油化工、化工行業、石油及天然氣工業等。
隨著工業技術的發展,環境介質的復雜化,以及競爭的加劇,許多行業對金屬管材綜合性能的要求越來越高,因而雙金屬復合管及其生產技術得到迅速發展。對于強腐蝕、高磨損、高工作壓力環境下使用的流體管道,通常采用高品質的不銹鋼或高合金含量的無縫鋼管,這類管材由于大量添加合金元素,其價格是一般普通無縫鋼管的幾倍或幾十倍。多年來,管材用戶和生產商一直在努力尋求通過不同金屬的復合,從而獲得一種既能滿足苛刻的使用環境,又價廉物美的高性能復合管材。
雙金屬復合管能實現材料的優勢互補,節省合金元素,降低工程費用,在保證原基管各項性能的基礎上,提高了管道的耐腐蝕性、耐磨性,延長了管道的使用壽命,是純不銹鋼管、銅管或其他耐腐蝕性合金管的替代產品。由于復合鋼管具有優良的綜合性能,因此自20世紀60年代起,日、美、德、英和前蘇聯等都很重視復合鋼管的開發及使用,從生產工藝、使用性能、檢驗方法等方面進行了大量的研究。目前雙金屬復合鋼管的生產工藝已日趨完善,日本、美國、英國、瑞典、德國等處于好水平。復合管已經在腐蝕性較強的石油、石化企業、核工業以及醫藥、食品加工等領域獲得廣泛認同,也可通過內層復合耐磨金屬,從而滿足電廠粉煤、礦山礦粉和尾礦漿輸送等高磨損工作環境的要求。而起步較晚,技術水平相對落后。
復合管是近10年發展較快的一種工程管道,品種、功能繁多,性能優越,形成了比較成熟的工藝技術,并且已經投產。主要的工藝方法很多比如熱軋復合方法、熱擠壓復合法、鑄造復合方法、爆炸焊接復合方法、組合式雙金屬復合管生產方法、激光包覆法等。在技術開發方面日本后來居上。據文獻報道,日本在80年代初就陸續研制和開發了多種復合工藝。其中典型的熱軋或熱軋加冷成型工藝可以實現包覆材料與基材界面的冶金結合,質量優良。其產品廣泛用于石油化工、化工行業、石油及天然氣工業等。

鑫海達不銹鋼復合管生產制造廠家有限公司

