





鋼板卷管鋼板卷筒殼電注作品圖片附件預覽71卷筒殼電機71卷筒殼電機分解圖71卷筒殼電機裝配體71卷筒殼電機四視圖ID文件名稱文件格式文件大小(KB)操作正在加載...請等待或重新刷新本頁面!圖紙簡介該電機為71機座號立式大法蘭安裝方式電機,出軸配皮帶專用,該圖紙按現(xiàn)有生產(chǎn)產(chǎn)品比例建模,可下載后直接使用或修改后使用,全文件為原生SW2017版本含參數(shù)可編輯。發(fā)布作者:圖紙格式:sldasm、sldprt圖紙版本:Solidworks2017文件大小:10.99MB所需積分:20沐風幣可否編輯:可進行編輯,含參數(shù)下載地址(所需金額:20沐風幣)立即下載(10.99MB)已有人關(guān)注
鋼板卷管管節(jié)的卷制
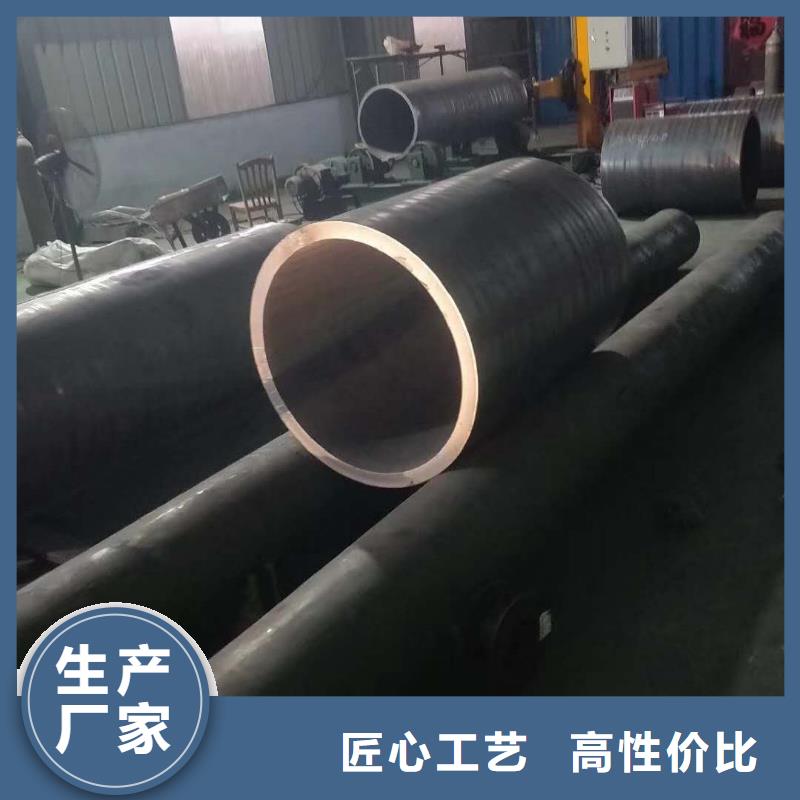
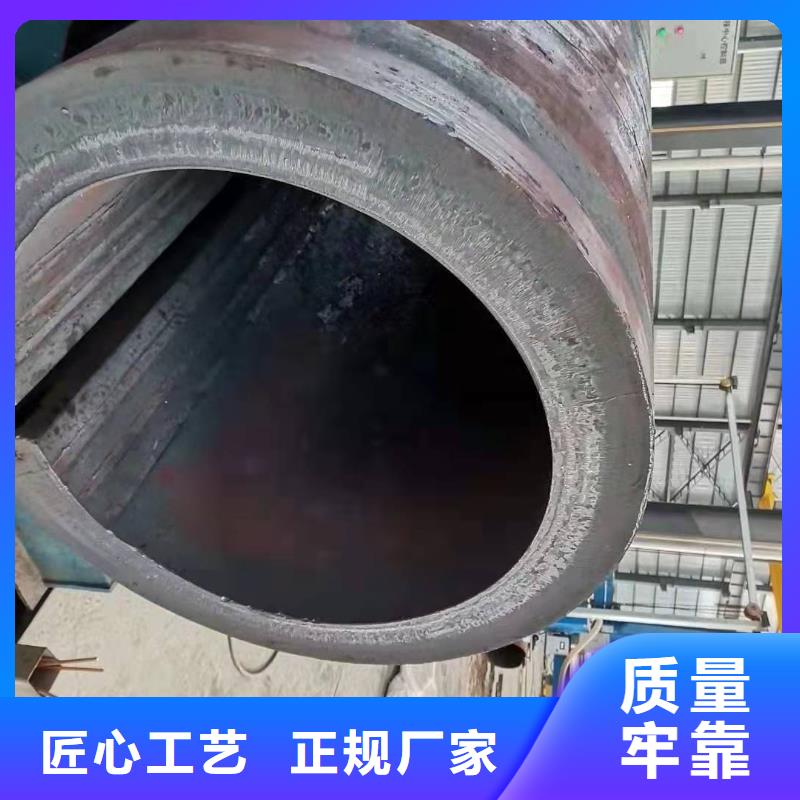
在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調(diào)整滾床壓力,分二到三次卷制鋼管。將卷好的管節(jié)點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節(jié)進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內(nèi)壁的不貼合間隙應符合下列規(guī)定:
1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。
2離管端200mm的對接縱縫處不得大于2mm。
3其他部位不得大于1mm。
4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內(nèi)進行封底焊。
鋼板卷管管節(jié)的卷制
在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調(diào)整滾床壓力,分二到三次卷制鋼管。將卷好的管節(jié)點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節(jié)進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內(nèi)壁的不貼合間隙應符合下列規(guī)定:
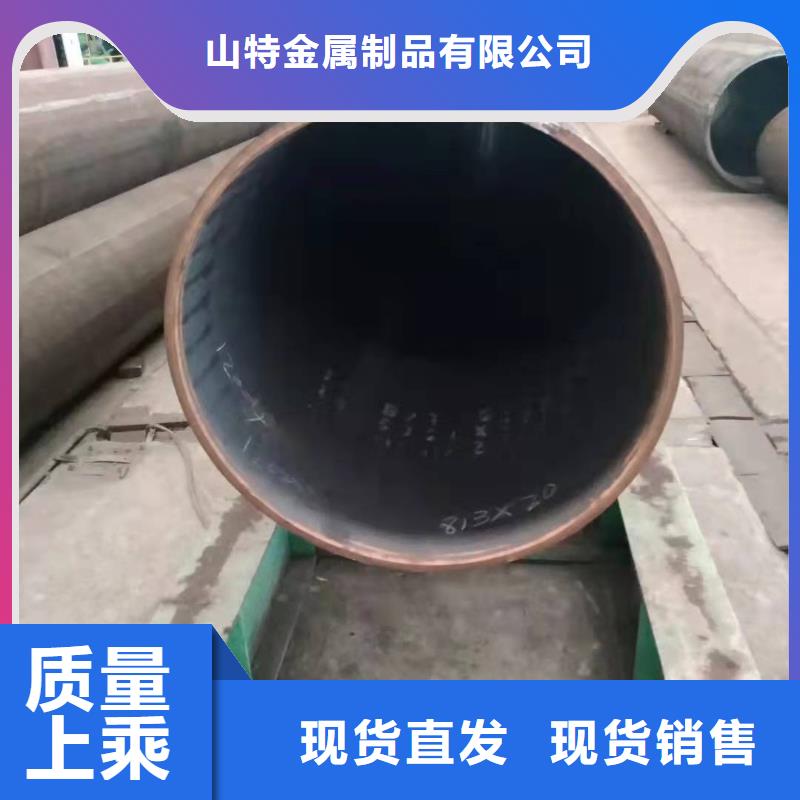
鋼板卷管是用10、20、30、35、45等優(yōu)質(zhì)碳結(jié)鋼16Mn、5MnV等低合金結(jié)構(gòu)鋼或40Cr、30CrMnSi、45Mn2、40MnB等合金鋼熱軋或冷軋制成的。10、20等低碳鋼制造的鋼板卷管主要用于流體輸送管道。45、40Cr等中碳鋼制成的鋼板卷管用來制造機械零件,如汽車、拖拉機的受力零件。一般用板卷鋼管要保證強度和壓扁試驗。熱軋卷管以熱軋狀態(tài)或熱處理狀態(tài)交貨;冷軋以熱處理狀態(tài)交貨。河北金鼎卷管廠擁有兩條熱擴卷管生產(chǎn)線熱擴規(guī)格:Φ219-Φ630,兩臺大口徑矯直機。大型卷管機3臺,自動焊機4臺,卷管規(guī)格:Φ400mm-Φ2040mm,壁厚8-100mm的卷管。加工,銷售大口徑直縫管,焊接長管。大口徑卷管無縫化。(可做探傷),本公司致力于生產(chǎn)環(huán)縫、縱環(huán)縫焊接壓力卷管及鋼制壓力卷管并在傳統(tǒng)卷制設備同類規(guī)格型號的基礎上進行改造。使卷焊鋼管設備的各項參數(shù)提高30%之功能,填補了原有傳統(tǒng)卷制設備不能生產(chǎn)的空白。
