


更新時(shí)間:2025-02-12 12:26:28 瀏覽次數(shù):4 公司名稱: 綠洲金屬科技有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 180 |
| 發(fā)貨期限 | 3-5天 |
| 供貨總量 | 9999 |
| 運(yùn)費(fèi)說(shuō)明 | 物流 |
| 最小起訂 | 10米 |
| 質(zhì)量等級(jí) | A |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 201 304 316 |
| 產(chǎn)品品牌 | 綠洲金屬 |
| 發(fā)貨城市 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國(guó)發(fā)貨 |
| 產(chǎn)品顏色 | 按圖紙要求 |
| 是否進(jìn)口 | 否 |


合管護(hù)欄物超所值")
合管護(hù)欄物超所值")
合管護(hù)欄物超所值")
合管護(hù)欄物超所值")
合管護(hù)欄物超所值")
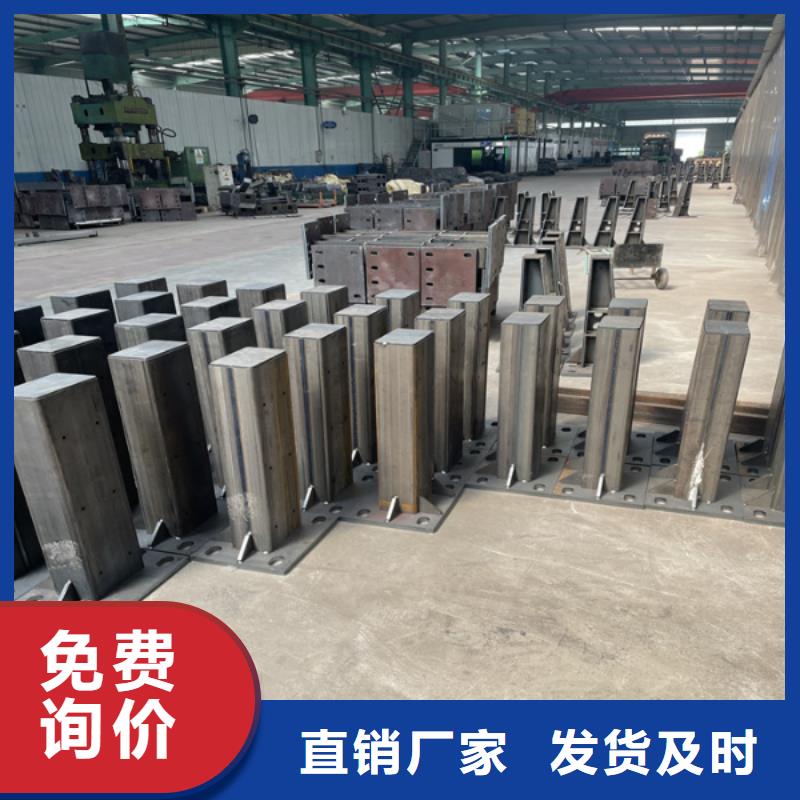
不銹鋼復(fù)合管護(hù)欄的主要施工方法: 1.施工前應(yīng)進(jìn)行現(xiàn)場(chǎng)放樣,準(zhǔn)確計(jì)算各構(gòu)件長(zhǎng)度。 2. 根據(jù)各種構(gòu)件的長(zhǎng)度,下料長(zhǎng)度準(zhǔn)確,下料長(zhǎng)度允許偏差為1MM。 3.選擇合適的焊接工藝、焊條直徑、焊接電流、焊接速度等,并通過(guò)焊接工藝試驗(yàn)進(jìn)行驗(yàn)證。 4. 脫脂去污處理:焊接前檢查坡口及裝配間隙是否符合要求,定位焊是否牢固,焊縫周圍不得有油污。否則,應(yīng)使用三氯乙烯、苯、汽油、中性洗滌劑或其他化學(xué)品用不銹鋼絲細(xì)刷刷洗。如有必要,可在焊接前用角磨機(jī)打磨金屬表面。 5. 焊接時(shí)應(yīng)選用較薄的不銹鋼焊條(焊絲)和較小的焊接電流。 焊接時(shí),構(gòu)件間焊點(diǎn)應(yīng)牢固,焊縫飽滿,焊縫金屬表面焊接波應(yīng)均勻,不得有裂紋、夾渣、焊、燒穿、弧坑、等缺陷,焊接區(qū)域不得有飛濺物。 6. 桿件焊接裝配后,對(duì)無(wú)明顯凹痕或較大凸出焊道的焊縫可直接進(jìn)行打磨。對(duì)有凹凸浮渣或大焊道的焊縫,用角磨機(jī)打磨,打磨后進(jìn)行打磨。 。