

云海旭金屬材料有限公司
套筒必看-價格低")
冷擠壓鋼筋套筒由于底輥壓成型鋼結構,鋼筋由熱處理器木材量,肋鋼筋強度戰爭個別提到的,滿意的肋骨底部直徑小于基圓直徑鋼基體材料的強度減弱的影響,從而使相鄰接頭強度基材強度,基本金屬填充可真闡揚其強度戰爭延展性下一輪將是:在一個小的場地增強分解在操縱施工一輪的稀集將能夠敏捷,效果如下:預先在工廠內完成,金額量保證:火線頭軋制設備每類可處理底板和地下室的建設具有無可比擬的優勢,建設污染,無明火作業,和環保,如大量的遠400個關節。
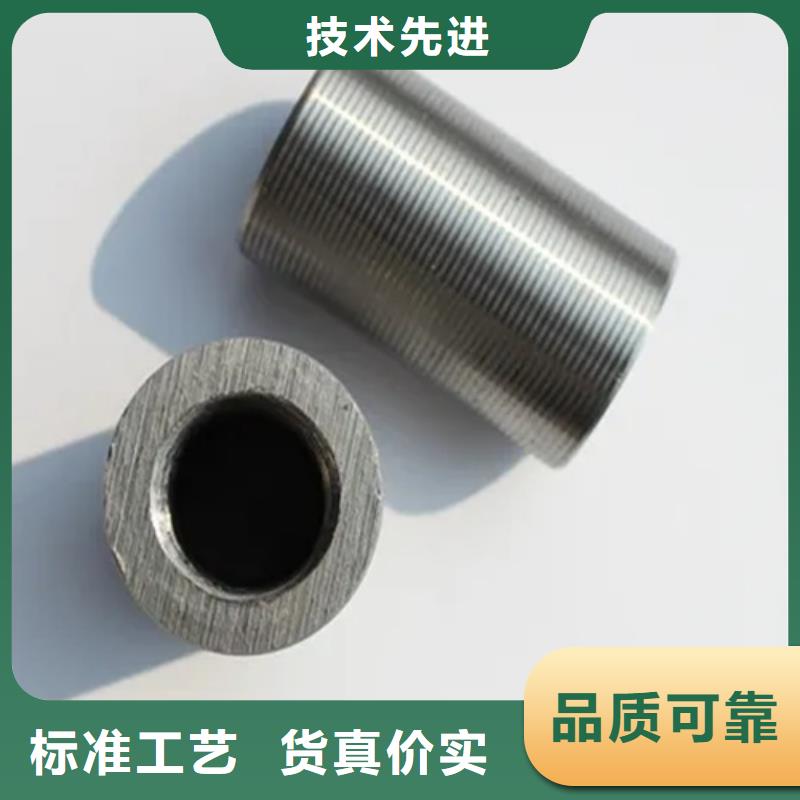
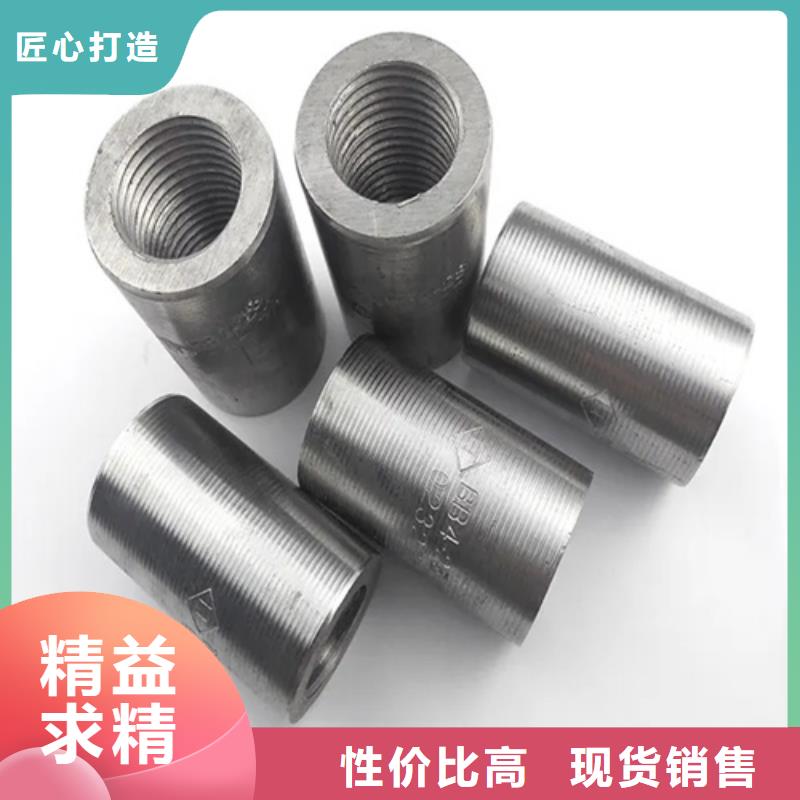
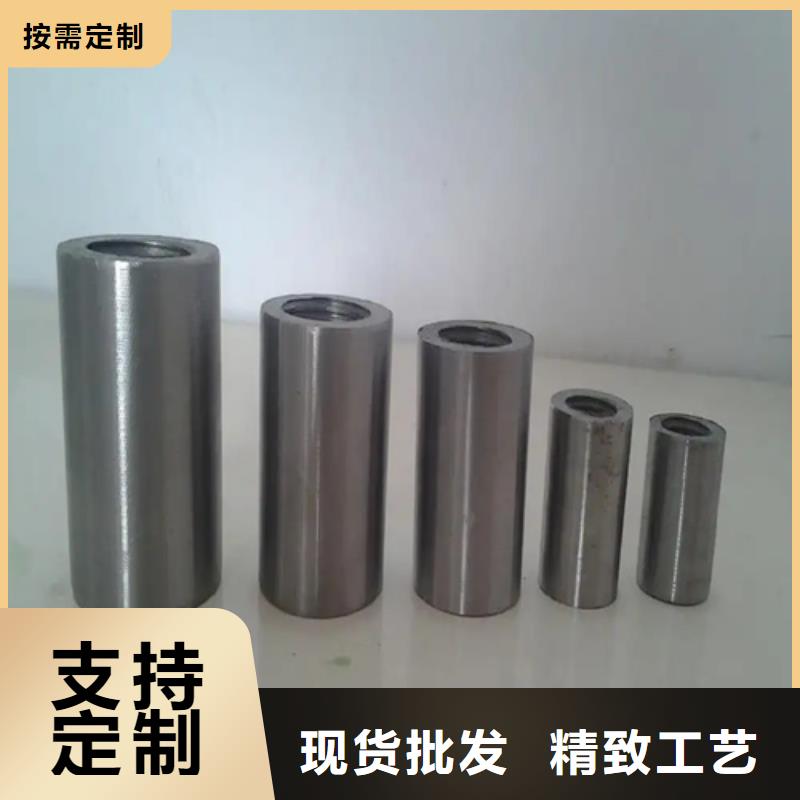
筋套筒的工藝標準:1、選用世界45號鋼材,特別制作工藝,尺度精度高,質量牢靠。2、可銜接Ф16-Ф40mm的HRB335級和HRB400級帶肋鋼筋。3、通過 建筑工程質量監督檢驗中心檢測,達到JGJ107-2010中的I級接頭標準。4、標準型、正反絲扣型、異徑型三大系列,五十二個種類,能滿足建筑結構中橫向、豎向、斜向等部位的同徑、異徑及可調長度和方向的連接鋼筋需求。使用鋼筋套筒連接注意事項:1、必須用精度±5%的力矩扳手擰緊接頭,且要求每半年用扭力儀檢定力矩扳手一次。鋼筋應先調直再下料。滾絲機切斷端面應與鋼筋軸線筆直,不得有馬蹄形或撓曲。2、加工的鋼筋錐螺紋絲頭的錐度、牙形、螺距等必須與銜接套的錐度、牙形、螺距相一致,且經配套的量規檢測合格,加工鋼筋錐螺紋時,應選用水溶液切削潤滑液。3、銜接鋼筋時,應對正軸線將鋼筋擰入銜接套,然后用力矩扳手擰緊,選用預埋接頭時,銜接套的方位、標準和數量應符合設計要求。銜接套的外露端應有密封蓋。
套筒必看-價格低")
鋼筋套筒但應注意:端面頂緊與螺紋螺尾處大徑自鎖之間的區別。根據上述分析,鋼筋下料端面是否平直是滾軋直螺紋鋼筋連接絲頭制作質量控制的第1道重要工序,也是大多數使用單位容易忽視的一個重要環節。在鋼筋下料時除應注意下料方法外,還應注意鋼筋待加工絲頭螺紋出現彎曲時應調直,鋼筋彎曲會造成鋼筋絲頭螺紋出現不完整的螺紋超差,不僅影響了鋼筋絲頭的外觀質量,嚴重時候還會對接頭的承載能力也會有一定的影響。 鋼筋套筒怎樣操作可避免松動現象發生呢?1、機械防松:機械防松是用止動件直接限制螺紋副的相對滾動。如選用開口銷、串連鋼絲和止動墊圈等。由于止動件沒有預緊力,螺母松退到止動位置時,防松止動件才能起作用,因此,這種方法實際上不防松而是避免脫落。
套筒必看-價格低")
套筒必看-價格低")