

以下是我們上傳的異型管無縫方管現貨實拍實拍視頻,您可以點擊觀看。
以下是:異型管無縫方管現貨實拍的圖文介紹


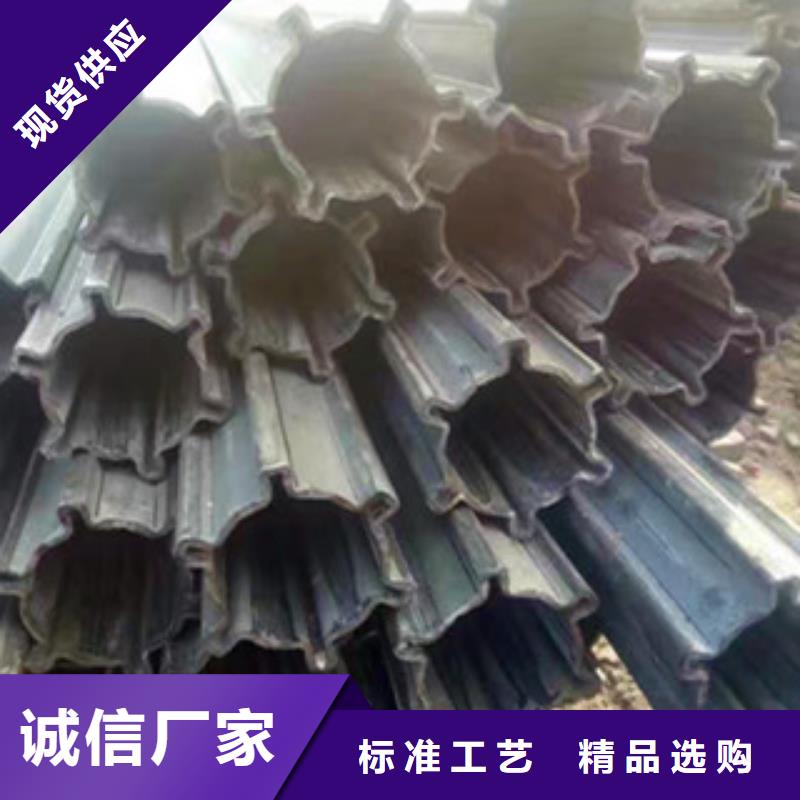
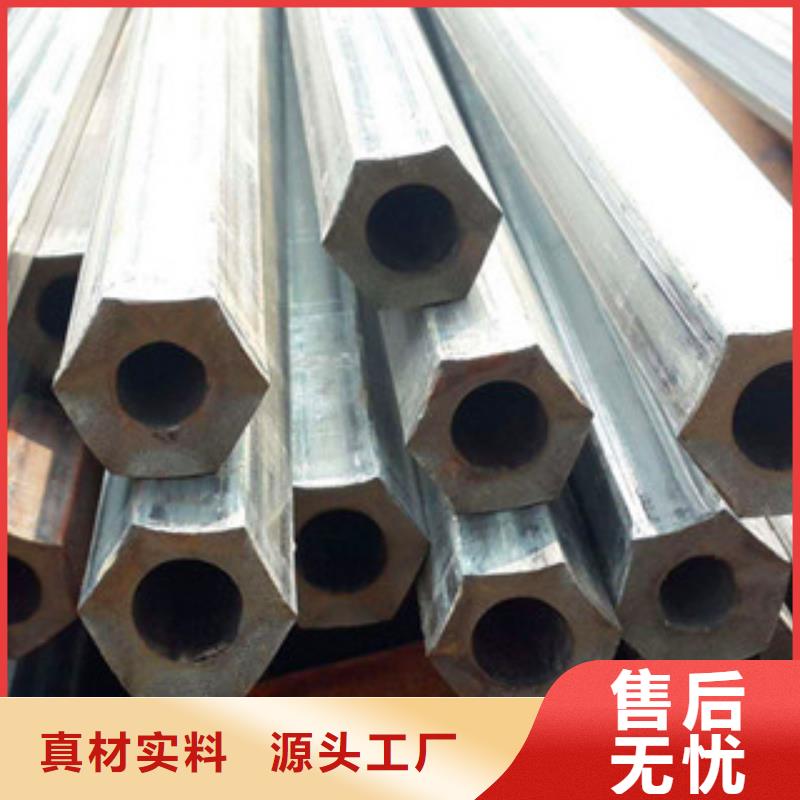
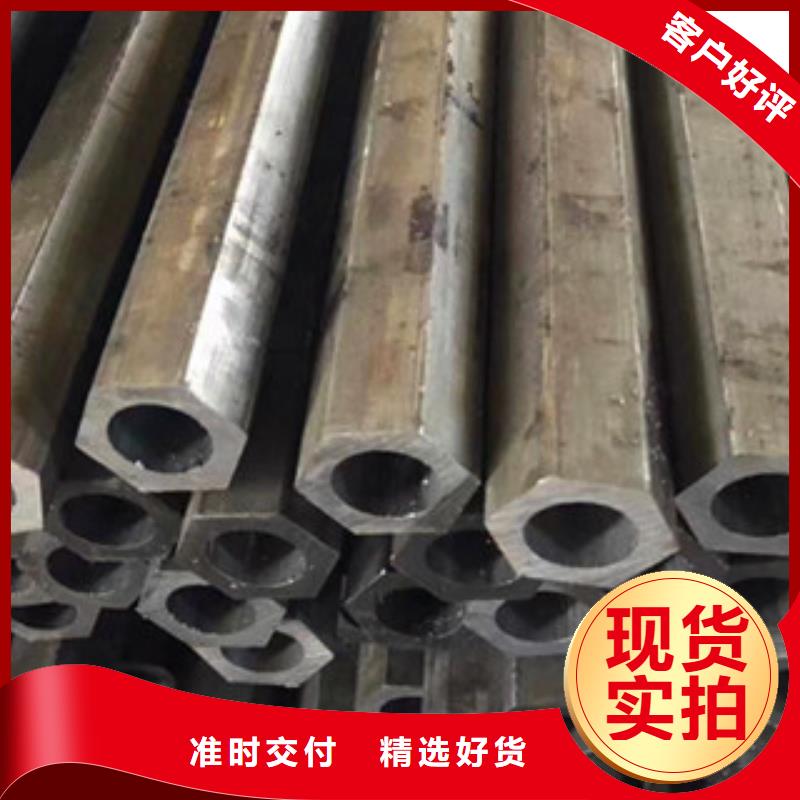
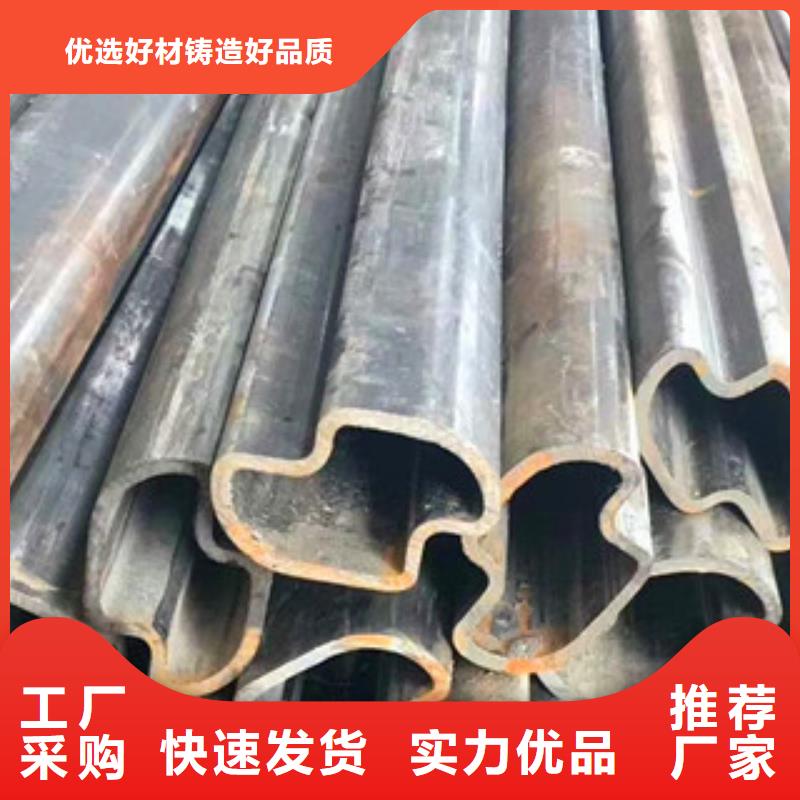
承載力高、延性好,抗震性能優越,據研究表明,矩形鋼管混凝土柱的承載力高于相應的鋼管柱承載力和矩形鋼管混凝土柱承載力之和。鋼管和矩形鋼管混凝土之間的相互作用使鋼管內部矩形鋼管混凝土的破壞由脆性破壞轉變為塑性破壞,構件的延性性能明顯改善,耗能能力大大提高,具有優越的抗震性能。 矩形鋼管按制管材質(即鋼種)可分為:碳素管和合金管、不銹矩形鋼管等。碳素管又可分為普通碳素矩形鋼管和優質碳素結構管。合金管又可分為:低合金管、合金結構管、高合金管、度管。軸承管、耐熱耐酸不銹管、精密合金(如可伐合金)管以及高溫合金管等。 異型無縫鋼管:異型無縫鋼管是除了圓管以外的其他截面形狀的無縫鋼管的總稱。按鋼管截面形狀尺寸的不同又可分為等壁厚異型無縫鋼管(代號為D)、不等壁厚異型無縫鋼管(代號為BD)、變直徑異型無縫鋼管(代號為BJ)。異型無縫鋼管廣泛用于各種結構件、工具和機械零部件。和圓管相比,異型管一般都有較大的慣性矩和截面模數,有較大的抗彎抗扭能力,可以大大減輕結構重量,節約鋼材。 冷撥精密無縫鋼管的使用方法:冷拔鋼管是鋼管的一種,即其按生產工藝的不同分類的一種,區別于熱軋(擴)管。在毛管坯或原料管擴徑的過程中通過多道次的冷拔加工而成,通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。冷軋(撥)鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、機械加工管、厚壁管、小口徑加內模冷拔管其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。冷拔鋼管其外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm尺寸,精度以及表面質量均明顯優于熱軋(擴)管,但受工藝制約,其口徑以及長度均受到一定限制。 冷撥管的應用:冷軋(撥)無縫鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于32mm,壁厚2.5-75mm,冷軋無縫鋼管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。



異型管鋼坯加熱的三種方式:在異型管生產中,鋼坯的加熱過程實際上就是熱源的傳熱過程,溫度差是傳熱的基本條件,有溫度差才會發生熱的傳播,根據傳熱過程中物體溫度有無變化,傳熱可分為穩定態傳熱和不穩定態傳熱兩種狀態。穩定態傳熱是指在傳熱過程中,物體各處的溫度不隨時間變化的傳熱現象。不穩定態傳熱是指物體在加熱過程中,溫度在不斷升高,熱量不斷地由物體表面傳向內部,即溫度隨時間變化的傳熱現象。 異型管鋼坯加熱,其熱源的傳播有輻射、傳導、對流三種方式:(一)輻射對流與傳導兩種傳熱方式必須是物體接觸才能傳遞熱能,而輻射則是物體間不必接觸就可以將熱能由一物體傳導到另一物體的傳熱方式;(二)傳導傳導傳熱一般由同一物體的高溫部分傳至低溫部分,也可由高溫物體傳至與其緊密接觸的低溫物體。異型管鋼坯傳導傳熱具有以下特點:一是傳導傳熱只有粒子的微觀熱運動,沒有宏觀的運動或位移。因此傳導傳熱主要發生在金屬、耐火材料等固體中。 二是微粒之間必須碰撞接觸,才能進行傳導傳熱。因此當固體內存在大量孔隙時,傳導傳熱便大大削弱,加熱爐常用的隔熱材料就是根據這一原理制成的;(三)對流熱交換是由于流體作宏觀運動時,在接觸過程中實現熱能從高溫到低溫的轉移。故這種傳熱方式的媒介只能是液體(包括流動的異型管鋼坯金屬熔體)和氣體。對流熱交換可以發生在流體與固體表面之間,也可以發生在流體內部。 不銹鋼異型管的作用:鉻,決定不銹鋼異型管性屬的元素只有一種,這就是鉻,每種不銹鋼都含有一定數量的鉻。鉻之所以成為決定不銹鋼性能的主要元素,根本的原因是向鋼中添加鉻作為合金元素以后,促使其內部的矛盾運動向有利于抵抗腐蝕破壞的方面發展。在異型管等結構鋼和工具鋼中,鉻能顯著提度、硬度和耐磨性,但同時降低塑性和韌性。鉻又能提高鋼的抗氧化性和耐腐蝕性,因而是不銹鋼、耐熱鋼的重要合金元素。 鎳是優良的耐腐蝕材料,也是合金鋼的重要合金化元素。鎳在鋼中是形成奧氏體的元素,但低碳鎳鋼要獲得純奧氏體組織,含鎳量要達到24%;而只有含鎳27%時才使鋼在某些介質中的耐腐蝕性能顯著改變。所以鎳不能單獨構成不銹鋼,但是鎳與鉻同時存在于不銹鋼異型管中時,含鎳的不銹鋼卻具有許多可貴的性能。但由于鎳是較稀缺的資源,故應盡量采用其他合金元素代用鎳鉻鋼。


冷撥管的應用:冷軋(撥)無縫鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于32mm,壁厚2.5-75mm,冷軋無縫鋼管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。 # 螺旋鋼管工藝;螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管.(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。(5)采用外控或內控輥式成型。(6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。(7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。 (8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。(9)采用空氣等離子切割機將鋼管切成單根。 (10)切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。 (11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。 (12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。(13)每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。 # 淺析異型管拉伸試驗的步驟; 拉伸試驗是將異型管制成試樣,在拉伸試驗機上將試樣拉至斷裂,然后測定一項或幾項力學性能,通常僅測定抗拉強度、屈服強度、斷后伸長率和斷面收縮率。拉伸試驗是金屬材料基本的力學性能試驗方法,幾乎所有的金屬材料,只要對力學性能有要求,都規定了拉伸試驗。特別是那些形狀不便于進行硬度試驗的材料,拉伸試驗成為的力學手段。 # 異型管拉伸試驗主要有以下步驟:(一)用刻線機在原始標距范圍內刻劃圓周線,將標距內分為等長的10格。用游標卡尺在試件原始標距內的兩端及中間處兩個相互垂直的方向上各測一次直徑,取其算術平均值作為該處截面的直徑,然后選用三處截面直徑的小值來計算試件的原始截面面積;(二)根據異型管的拉伸強度和原始標本截面積估計的大負荷,配置相應的擺錘,選擇合適的測力度盤;(三)開始試機,使表上升約10mm,為了重量板凳系統的影響。倡議旨在調整指針為零,主動驅動的指針和指針靠攏,調整自動繪圖設備;(四)先將異型管樣品裝夾在上夾頭內,再將下夾頭移動到合適的夾持位置,后夾緊試件下端;(五)開動試驗機,預加少量載荷(載荷對應的應力不能超過異型管材料的比例極限),然后卸載到零,以檢查試驗機工作是否正常;(六)啟動試驗機,加載緩慢而均勻地旋轉仔細觀察指針和策劃力測量繪圖設備的圖形。注意捕獲的屈服載荷值,計算其屈服點應力的記錄。在屈服階段,加載速度可以更快。將達到大,遵守“縮頸”的現象。試樣斷裂立即停止,記錄的大負荷值;(七)取下異型管拉伸標本、記錄紙;(八)用游標卡尺測量斷后標距及縮頸處小直徑。



萬盛達鋼鐵有限公司長期致力于【遼寧葫蘆島六角管、冷鍍鋅管、Q355B方矩管廠家、冷鍍鋅管廠家】的研究、開發、生產工作,積累了豐富的【遼寧葫蘆島六角管、冷鍍鋅管、Q355B方矩管廠家、冷鍍鋅管廠家】開發及生產經驗,深受市場寵愛,是購買【遼寧葫蘆島六角管、冷鍍鋅管、Q355B方矩管廠家、冷鍍鋅管廠家】的理想選擇。
萬盛達鋼鐵有限公司,【遼寧葫蘆島六角管、冷鍍鋅管、Q355B方矩管廠家、冷鍍鋅管廠家】行業質量口碑相傳,竭誠為您提供高質的【遼寧葫蘆島六角管、冷鍍鋅管、Q355B方矩管廠家、冷鍍鋅管廠家】產品的服務! 歡迎您成為我們的合作伙伴!
