
產(chǎn)品詳細(xì)介紹
以下是:無縫鋼管_鍍鋅鋼管N年大品牌的產(chǎn)品參數(shù)
導(dǎo)讀 無縫鋼管_鍍鋅鋼管N年大品牌,萬弗萊鋼(葫蘆島市分公司)為您提供無縫鋼管_鍍鋅鋼管N年大品牌的資訊,聯(lián)系人:付濤,發(fā)貨地:大邱莊開發(fā)區(qū)。 遼寧省,葫蘆島市 1989年6月12日,國務(wù)院批準(zhǔn)錦西市升格為地級市。葫蘆島市是遼寧沿海經(jīng)濟(jì)帶渤海翼港口城市,是中國東北進(jìn)入關(guān)內(nèi)的重要門戶,素有“關(guān)外市”之稱,與渤海沿岸其他城市構(gòu)成環(huán)渤海經(jīng)濟(jì)圈,海上運(yùn)輸主要有葫蘆島港和綏中港,是東北及內(nèi)蒙東部近的出海口,近海海域盛產(chǎn)海產(chǎn)品,西部山區(qū)礦產(chǎn)資源十分豐富,其中鉬、鋅、金、石灰石等儲量較大。境內(nèi)自然景觀和人文景觀豐富,的有寧遠(yuǎn)古城、九門口水上長城、碣石秦漢遺址群等。葫蘆島市是中國旅游城市、森林城市、園林城市,是中國國際泳裝文化博覽會等活動的常駐舉辦城市,曾協(xié)辦第十二屆中華人民共和國全國運(yùn)動會。
想要深入了解無縫鋼管_鍍鋅鋼管N年大品牌產(chǎn)品的各項(xiàng)功能和特點(diǎn)?我們?yōu)槟鷾?zhǔn)備了精彩視頻,不容錯(cuò)過!
以下是:無縫鋼管_鍍鋅鋼管N年大品牌的圖文介紹
合金管生產(chǎn)制作經(jīng)驗(yàn)品質(zhì)好放心選擇



合金管的詳細(xì)介紹
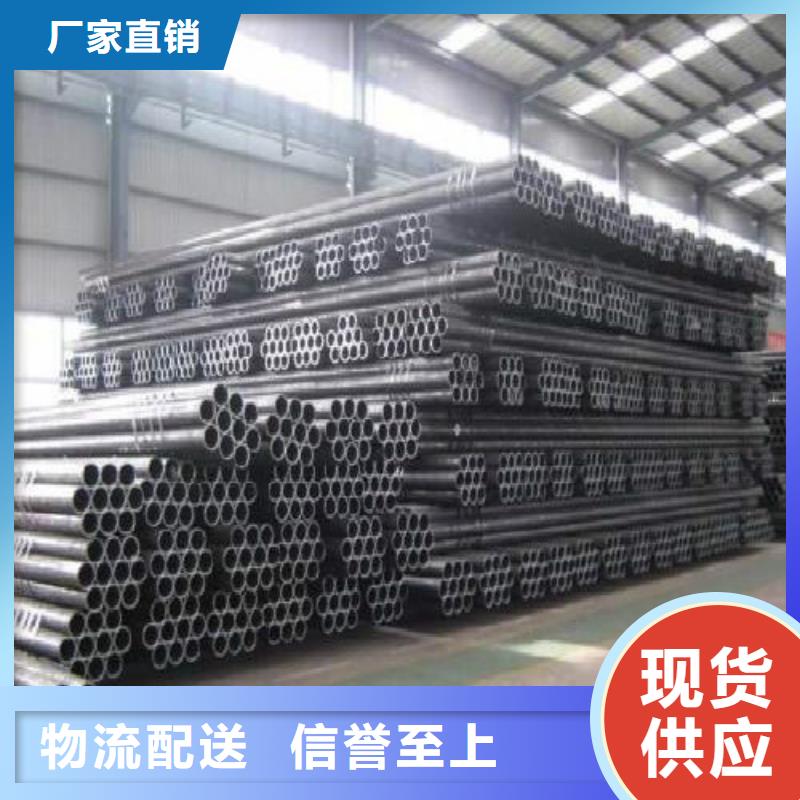
商家批發(fā)貨源

萬弗萊鋼(葫蘆島市分公司)是一家專業(yè)加工和生產(chǎn) 合金管的公司。公司擁有現(xiàn)代化的 合金管生產(chǎn)設(shè)備,專業(yè)的 合金管設(shè)計(jì)師,高水平制作人員,操作熟練的安裝施工隊(duì)伍,規(guī)范化,標(biāo)準(zhǔn)化,優(yōu)良化的工程質(zhì)量和高素質(zhì)的管理。從設(shè)計(jì)、生產(chǎn)、安裝為客戶提供一站式服務(wù),以豐富的生產(chǎn)安裝和施工管理經(jīng)驗(yàn)取得眾多客戶的信任。

萬弗萊鋼(葫蘆島市分公司)
產(chǎn)品實(shí)拍圖片
從事合金管行業(yè)多年品質(zhì)值得信賴


試驗(yàn)方案 拉伸試驗(yàn) 彎曲試驗(yàn) 沖擊韌性試驗(yàn)aky(J/cm2)
抗拉強(qiáng)度δb/Mpa 斷裂部位 彎曲角度 面彎 背彎 焊縫 熔合線 熱影響區(qū)(HAZ)
方案Ⅰ 550/530 母材 50。 合格 合格 84.8 162 135.6
方案Ⅱ 525/520 母材 50。 合格 合格 79.4 109.2 96.7
15CrMo焊接工藝
2.1 焊接材料
針對15CrMo鋼的焊接性及現(xiàn)場高壓管道的工作特點(diǎn),根據(jù)以往的經(jīng)驗(yàn),參照國外提供的焊接工藝卡,我們選擇了兩種方案進(jìn)行焊接試驗(yàn)。
方案Ⅰ:焊接預(yù)熱,采用ER80S-B2L焊絲,T1G焊打底,E8018-B2焊條,焊條電弧焊蓋面,焊后進(jìn)行局部熱處理。
方案Ⅱ:采用ER80S-B2L焊絲,T1G焊打底,E309Mo-16焊條,焊條填充電弧焊蓋面,焊后不進(jìn)行熱處理。焊絲和焊條的化學(xué)成分及力學(xué)性能見表1。
表1 焊接材料的化學(xué)成分和力學(xué)性能
型號 C Mn Si Cr Ni Mo S P δb/Mpa δ,%
ER80S-B2L≤0.05 0.70.41.2 <0.20.5 ≤0.025 ≤0.025 ≤500 25
E8018-B2 0.070.7 0.3 1.1 0.5 ≤0.04 ≤0.03 550 19
E309Mo-16≤0.12 0.5~2.5 0.9 22.0~25.0 12.0~14.0 2.0~3.0≤0.025≤0.035 550 25
2.2 焊前準(zhǔn)備
試件采用15CrMoG無縫鋼管,規(guī)格為φ325×25,坡口型式及尺寸見圖1。
焊前用角向磨光機(jī)將坡口內(nèi)外及坡口邊緣50mm范圍內(nèi)打磨至露出金屬光澤,然后用丙酮清洗干凈。
試件為水平固定位置,對口間隙為4mm,采用手工鎢極氬弧焊沿園周均勻點(diǎn)焊六處,每處點(diǎn)固長度應(yīng)不小于20mm。焊條按表2的規(guī)范進(jìn)行烘烤。
表2 焊條烘烤規(guī)范
抗拉強(qiáng)度δb/Mpa 斷裂部位 彎曲角度 面彎 背彎 焊縫 熔合線 熱影響區(qū)(HAZ)
方案Ⅰ 550/530 母材 50。 合格 合格 84.8 162 135.6
方案Ⅱ 525/520 母材 50。 合格 合格 79.4 109.2 96.7
15CrMo焊接工藝
2.1 焊接材料
針對15CrMo鋼的焊接性及現(xiàn)場高壓管道的工作特點(diǎn),根據(jù)以往的經(jīng)驗(yàn),參照國外提供的焊接工藝卡,我們選擇了兩種方案進(jìn)行焊接試驗(yàn)。
方案Ⅰ:焊接預(yù)熱,采用ER80S-B2L焊絲,T1G焊打底,E8018-B2焊條,焊條電弧焊蓋面,焊后進(jìn)行局部熱處理。
方案Ⅱ:采用ER80S-B2L焊絲,T1G焊打底,E309Mo-16焊條,焊條填充電弧焊蓋面,焊后不進(jìn)行熱處理。焊絲和焊條的化學(xué)成分及力學(xué)性能見表1。
表1 焊接材料的化學(xué)成分和力學(xué)性能
型號 C Mn Si Cr Ni Mo S P δb/Mpa δ,%
ER80S-B2L≤0.05 0.70.41.2 <0.20.5 ≤0.025 ≤0.025 ≤500 25
E8018-B2 0.070.7 0.3 1.1 0.5 ≤0.04 ≤0.03 550 19
E309Mo-16≤0.12 0.5~2.5 0.9 22.0~25.0 12.0~14.0 2.0~3.0≤0.025≤0.035 550 25
2.2 焊前準(zhǔn)備
試件采用15CrMoG無縫鋼管,規(guī)格為φ325×25,坡口型式及尺寸見圖1。
焊前用角向磨光機(jī)將坡口內(nèi)外及坡口邊緣50mm范圍內(nèi)打磨至露出金屬光澤,然后用丙酮清洗干凈。
試件為水平固定位置,對口間隙為4mm,采用手工鎢極氬弧焊沿園周均勻點(diǎn)焊六處,每處點(diǎn)固長度應(yīng)不小于20mm。焊條按表2的規(guī)范進(jìn)行烘烤。
表2 焊條烘烤規(guī)范



點(diǎn)擊查看萬弗萊鋼(葫蘆島市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
總結(jié) 選購無縫鋼管_鍍鋅鋼管N年大品牌來遼寧省葫蘆島市找萬弗萊鋼(葫蘆島市分公司),我們是廠家直銷,產(chǎn)品型號齊全,確保您購買的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:付濤-【15900333356】,地址:[大邱莊開發(fā)區(qū)]。