








惠州規(guī)范管模使用制度,減少球墨鑄鐵管的氣孔和針孔發(fā)生。
針對(duì)管模內(nèi)壁打點(diǎn)偏稀的問(wèn)題,要求打點(diǎn)工在進(jìn)行管模維修打點(diǎn)時(shí),降低管模打點(diǎn)機(jī)打點(diǎn)桿的進(jìn)給速度,使打出的麻點(diǎn)稠密、均勻;對(duì)于管模內(nèi)壁打點(diǎn)過(guò)淺,要求在進(jìn)行管模維修打點(diǎn)時(shí),提高風(fēng)壓(0.7-0.75MPa),磨好打點(diǎn)頭,保證麻點(diǎn)深度適宜。
對(duì)于內(nèi)表面有油脂和雜物的球墨鑄鐵管管模,特別是新使用的管模,使用前,必須管模表面的油脂和雜物。對(duì)于有龜裂紋的管模,輕微的,使用時(shí)適當(dāng)增大模粉的加入量;龜裂紋嚴(yán)重的,必須及時(shí)更換管模。
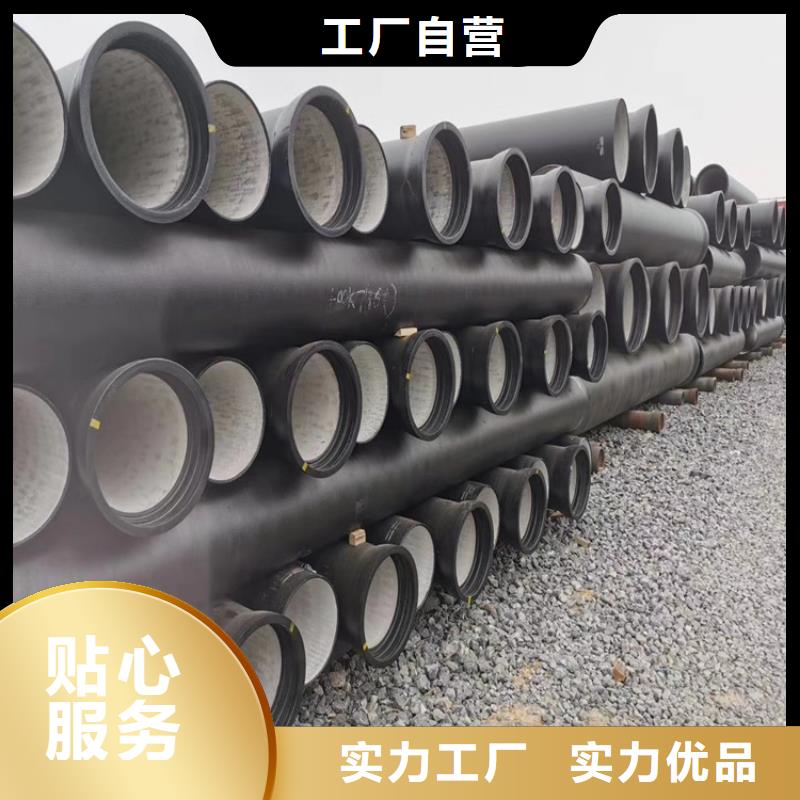
離心球墨鑄鐵管質(zhì)量缺陷主要有:重皮、氣孔與針孔、夾渣夾雜、滲漏、水壓打爆等。
重皮、氣孔與針孔和夾渣夾雜質(zhì)量缺陷總共占百分之七十多,可見(jiàn)上述三種質(zhì)量缺陷是導(dǎo)致球墨鑄鐵管綜合合格率低的主要原因。
惠州對(duì)離心機(jī)生產(chǎn)情況進(jìn)行檢查發(fā)現(xiàn),在使用過(guò)的管模中,有些新使用的管模內(nèi)壁粘附油脂和雜物不到位,有些舊管模存在龜裂紋,內(nèi)壁打點(diǎn)稀、淺。根據(jù)生產(chǎn)工藝的要求,新使用的管模必須干凈內(nèi)壁的粘附油脂和雜物,管模內(nèi)壁的打點(diǎn)要均勻、深度不超過(guò)0.3至0.5mm。
生產(chǎn)工藝要求鐵水在感應(yīng)電爐內(nèi)高溫時(shí)間不得超過(guò)30分鐘,DN100—1000mm管子的澆注溫度為1380—1500℃。對(duì)鐵水質(zhì)量調(diào)查發(fā)現(xiàn),鐵水在感應(yīng)電爐內(nèi)高溫時(shí)間過(guò)長(zhǎng),超過(guò)30min,澆注溫度也有時(shí)偏高,有時(shí)偏低,不符合生產(chǎn)工藝要求。另外,流槽與管模間距離過(guò)大、流槽出鐵口彎頭形狀不當(dāng)、流槽出鐵口距承口位置較遠(yuǎn)以及翻包量過(guò)大、管模轉(zhuǎn)速過(guò)高也是導(dǎo)致拉管質(zhì)量缺陷產(chǎn)生的重要原因。
惠州公司是一個(gè)集生產(chǎn)和銷售:球墨鑄鐵管,柔性接口鑄鐵排水管、管件的專業(yè)化大型企業(yè). 在球墨管件、井蓋鑄造的生產(chǎn)工藝方面均達(dá)到國(guó)內(nèi)先進(jìn)水平。球鐵管件嚴(yán)格執(zhí)行國(guó)標(biāo)GB13295-2003和國(guó)際標(biāo)準(zhǔn)ISO2531、EN545標(biāo)準(zhǔn),井蓋執(zhí)行EN124標(biāo)準(zhǔn)。目前我公司的管件產(chǎn)品規(guī)格DN80-DN800,亦可以按用戶要求的其他標(biāo)準(zhǔn)安排生產(chǎn)。管件年產(chǎn)量達(dá)二百萬(wàn)余噸,已銷往國(guó)內(nèi)各省以及歐洲、中東、東南亞等和地區(qū)。公司成立以來(lái),一貫奉行"質(zhì)量一"的宗旨,模具車間、機(jī)加工車間、水壓車間、化驗(yàn)室、清砂車間等加工檢測(cè)設(shè)備完善,并于2002年通過(guò)ISO9001:2000質(zhì)量管理體系認(rèn)證。
惠州現(xiàn)我公司有大量球墨鑄鐵管現(xiàn)貨,將以優(yōu)惠的價(jià)格,批零兼營(yíng)的方式,為您提供快捷優(yōu)質(zhì)的服務(wù),歡迎新老客戶前來(lái)洽談、電議。公司實(shí)施"以人為本"的現(xiàn)代化管理體制,注重提高員工的整體素質(zhì),目前擁有高工35名,中級(jí)職稱人員200余人,員工1000余人,以確保生產(chǎn)的專業(yè)化,產(chǎn)品的高質(zhì)量。
惠州球墨鑄鐵管主要應(yīng)用與市政天然氣、水運(yùn)輸?shù)龋侨缃窆┧芴幍模休^高的性價(jià)比。與PE管相比,安裝時(shí)球墨鑄鐵管更為簡(jiǎn)便,承壓力好,并且密封性及腐蝕性也比PE管有顯著,從水利功能來(lái)看,球墨鑄鐵管標(biāo)準(zhǔn)通常指內(nèi)徑、PE管標(biāo)準(zhǔn)通常為外徑,在相等標(biāo)準(zhǔn)條件下,惠州球墨鑄鐵管可以完成更大的徑流量,從歸納裝置保護(hù)造價(jià)來(lái)看,球墨管有著愈加優(yōu)勝的性價(jià)比。
1、對(duì)承口內(nèi)部、插口端部的瀝青可用氣焊、噴燈烤掉,對(duì)飛刺和鑄砂可用砂輪磨掉,或用鏨子除掉。
2、承插口合作的環(huán)向空隙,應(yīng)滿意接口嵌縫的需求。
3、當(dāng)球墨鑄鐵管選用柔性接口時(shí),其承插口表里面應(yīng)潤(rùn)滑、不得有影響接口密封性的缺點(diǎn)。
4、暫時(shí)盲板的結(jié)構(gòu)和方式應(yīng)滿意受力需求,試壓時(shí)其背面應(yīng)做牢靠支撐。
5、管道敷設(shè)時(shí)彎頭、三通和固定盲板處均應(yīng)砌筑性支墩。
6、試壓時(shí),查看管道有無(wú)變形或損壞,不然有必要重裝或修整。
7、膠圈寄存應(yīng)注意避光、不要疊合揉捏,長(zhǎng)時(shí)間儲(chǔ)存應(yīng)裝箱或進(jìn)行隱瞞。
8、潤(rùn)滑劑不得刷在承口內(nèi)外表。
9、螺栓宜選用可鍛鑄鐵,當(dāng)選用鋼制螺栓時(shí),有必要選用防腐辦法。
惠州球墨鑄鐵管鋅涂層質(zhì)量測(cè)定方法
噴鋅前,沿軸向貼一矩形試片于球墨鑄鐵管外表面上,經(jīng)噴涂及修剪后試片的小尺寸應(yīng)為以下任一種:
a)250mm×100mm
b)500mm×50mm
惠州在噴鋅過(guò)程中,試片的密度和厚度不應(yīng)發(fā)生變化,在襯底溫度下形態(tài)穩(wěn)定,同時(shí)作為替代表面進(jìn)行涂層厚度測(cè)量。
鋅涂層平均質(zhì)量可根據(jù)試片噴鋅前后的質(zhì)量差用式(1)計(jì)算得出
m=C(m2-m1)/A
式中:
C——反映試片表面粗糙度與球墨鑄鐵管表面粗糙度之間差異因素的修正系數(shù),取決于試片材料;m1和m2——試片噴鋅前、后的質(zhì)量,單位為克(g),(測(cè)量度為0.1g);
A——試片面積,單位為平方米(m2)。
當(dāng)需要出具報(bào)告時(shí),C值應(yīng)由生產(chǎn)廠確定并加以說(shuō)明。
注:對(duì)于噴砂鋼板或聚酯板,C值介于1.0-1.2之間(供參考)
目視檢查試片鋅涂層的均勻性。若不均勻,應(yīng)在試片涂層較薄的區(qū)域切下50mm×50mm的小片,依據(jù)上述方法測(cè)定鋅涂層的局部小質(zhì)量。
