



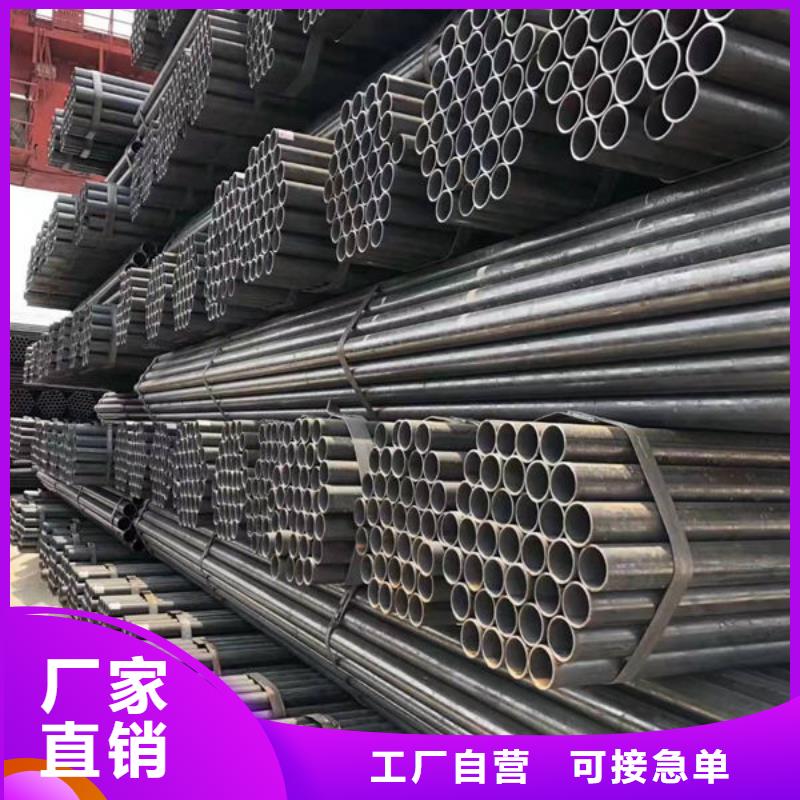

螺旋鋼管是以帶鋼卷板為原料制成的螺旋縫鋼管,經常在高溫下擠壓成型,采用自動雙線雙面埋弧焊工藝焊接而成。螺旋鋼管將帶鋼送入焊管機組,帶鋼由多個軋輥軋制并逐漸卷起形成帶開口間隙的圓管坯,調整擠壓軋輥的壓下量進行焊接。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。 2.如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。 將管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。螺旋鋼管鋼材若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。
從焊接工藝來看。不管是直縫鋼管還是螺旋鋼管,這兩者的焊接方式都是相同的。但是在實際的焊接過程當中,直縫焊管往往會出現大量的T形焊縫,在這樣的焊縫的地方,往往會有一些殘余應力,雖然這對使用沒有太大影響,但是也正是因為這些殘余應力加大了直縫鋼管出現裂縫的可能性。從根本上來說,螺旋鋼管或者直縫鋼管都是焊接鋼管的一種,因為兩者的優越性能,這兩種鋼材廣泛的應用在各項工程當中,當然因為兩者生產工藝不同,在實際的使用過程當中還是有很大的區別的,直接導致了兩種鋼管的使用范圍有了很大的不同。相對于螺旋鋼管來說,直縫鋼管的制作工藝要簡單很多,直縫鋼管的生產工藝主要分為兩種,一種是高頻焊接直縫鋼管,還有一種是埋弧焊直縫鋼管。正是因為直縫鋼管的生產工藝簡單的這些特性,所以直縫鋼管的生產效率很高,成本較低,而且發展的速度也是十分迅速。
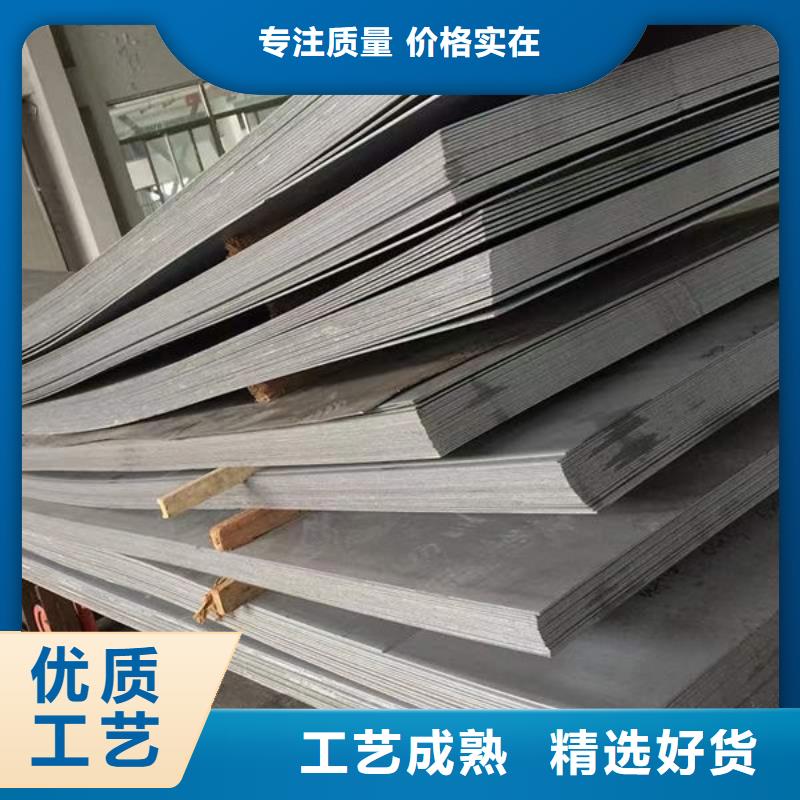
研磨鋁或鋁合金板的表面以獲得波紋圖案。V綜合來看,現階段庫存增加,加之資金偏緊,需求不足等不利因素,給節后鋼價的上漲帶來壓力使得近期防銹小口徑鋁管上漲動力不足,處于弱勢地位,小口徑鋁管但不要消極已對,鋁方通和鋁方管屬于獨立公司 畢竟元宵節后的下游需求的釋放仍然可期,鋼價雖然處于低谷,但總有日能夠飛沖天的。r莊河市熔鑄時在鑄模至爐口間有兩道過濾裝置,爐口有泡沫陶瓷過濾板(PPI)過濾,鑄造前用目玻璃纖維絲布過濾,充分濾去熔體中的氧化物,夾。渣。鋁鎂合金花紋鋼材:以或許等系列的小口徑鋁管為質料加工而成,具有杰出的奶腐蝕性!,硬度,小口徑鋁管防銹功能。般運用在特別當地,比方船只,車廂燈潮濕環境,此種小口徑鋁管的硬度高,有必定的承重才能。
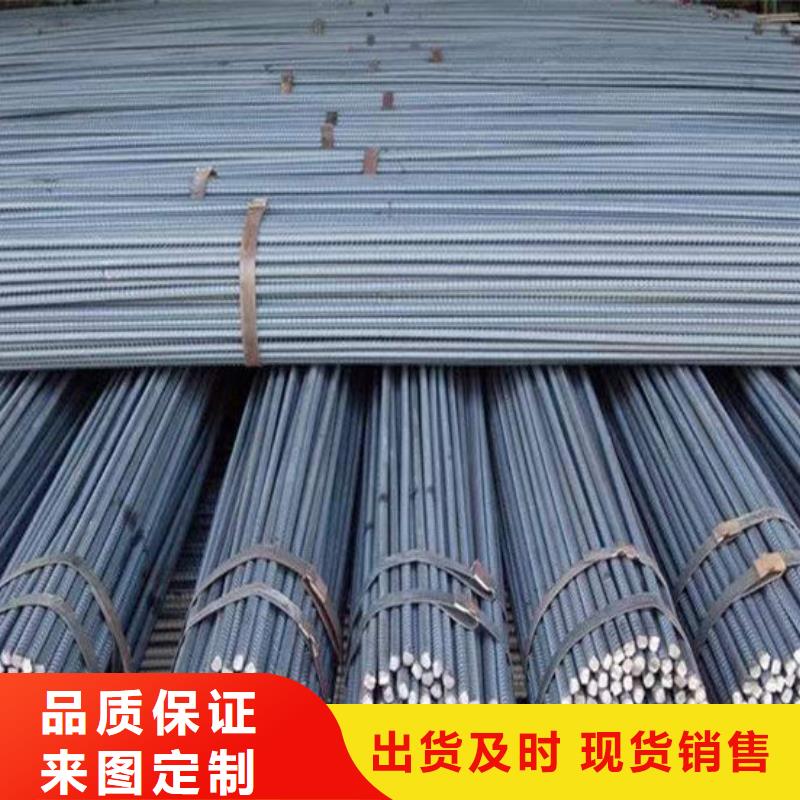
由于普通碳素鋼高速線材在軋制的過程中,傳統上存 在著很多的問題。該文在充分析普通碳素鋼軋制工藝的 基礎上,提出了高速線材軋制過程中的優化和手段, 以此進一步產品加工的精度和質量。彌補我國對于高質量高速線材軋制生產工藝的不足,結合先進的技術,為 優化生產高速線材流程提供了技術參考。同時通過工藝的改善降低了整體成本,為我國航天、汽車等工業中優質鋼材的使用創造了良好的條件。普通碳素鋼的坯料需要經過熔煉、澆筑、開坯等過程的準備工作,加工為150×145mm見方,長度在12m左右的 方坯,為下一步的工藝流程做準備。
