



云海旭金屬材料有限公司
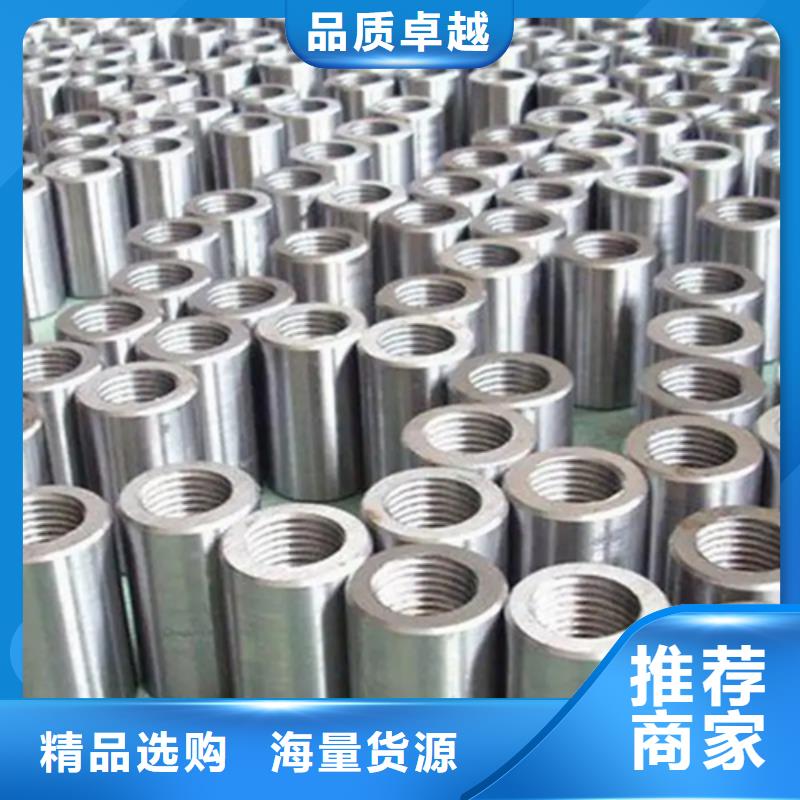
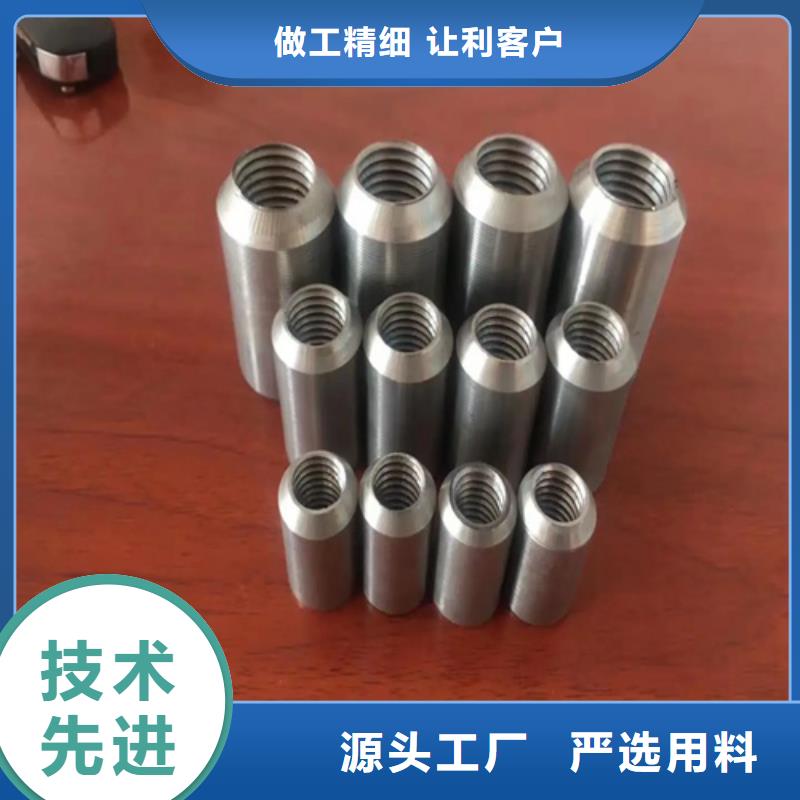
鋼筋套筒工藝操作要點1)鋼筋螺紋加工① 加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經配套的量規檢查合格。② 加工鋼筋螺紋時,應采用水溶性切削潤滑液;當溫度低于0℃時,應摻入15%—20%亞硝酸鈉,不得用機油做潤滑液或不加潤滑液套絲。③ 操作人員應逐個檢查鋼筋絲頭的外觀質量并做出操作者標記。④ 經自檢合格的鋼筋絲頭,應對每種規格加工量隨機抽檢10%,且不少于10個,如有一個不合格,即對該加工批全數檢查,不合格絲頭應重加工,經再次檢驗合格后可使用。⑤ 已檢驗合格的絲頭,應加以保護戴上保護帽,并按規格分類整齊待用。
套筒_保障") 呼和浩特32新標準(47.5*70)套筒_保障
呼和浩特32新標準(47.5*70)套筒_保障
現場施工連接鋼筋套筒需要注意哪些點呢?1、接頭的加工和安裝質量必須符合相關的國標和驗收規范。2、袖子必須有工廠。外觀質量和螺紋規格必須符合要求。目視檢查,游標卡尺和螺紋塞規用于檢查。3、鋼筋原料的強度必須符合設計和規范要求。鋼筋直徑的偏差必須在允許的范圍內。如果存在過度偏差,剝離后直徑將變小或不圓,并且線頭易于加工。齒的斷裂現象會影響接頭的強度。4、加工焊頭時,加工參數必須控制在允許的偏差范圍內。在開始加工之前,必須根據鋼筋的直徑調整剝離肋,螺紋滾壓頭,上升刀環,滾動行程等的直徑。5、對鋼絲頭進行加工,目視檢查外觀質量,并逐一檢查卡鉗和端頭和螺紋環規。如果不合格,則應刪除返工。加工前,可以使用相同的規格和相同批次的廢鋼進行調試。6、對于合格的線端,請及時添加保護蓋,以免生銹或損壞。7、現場安裝時,鋼筋的規格和鋼筋套管的尺寸應相同。擰緊后,套管兩側不應有一根完整的螺紋。8、安裝的接頭由現場監督見證,并測試接頭的強度。
套筒_保障")
套筒_保障")
鋼筋套筒如何在低溫條件下灌漿施工?灌漿區域保溫攪拌機保溫:用纖維保溫氈包裹機身并封口;灌漿罐保溫:用纖維保溫氈包裹機身及頂蓋;注漿管路保溫:用纖維保溫氈將管路包裹,降低灌漿料在灌漿管路內散失熱量,保證灌漿入套筒溫度不低于5℃,延長灌漿料的工作時間;攪拌漿料的用水溫度:攪拌漿料的用水溫度控制在0℃~10℃之間,以保證灌漿料的溫度;機械灌漿采用可調機械壓力灌漿工藝,通過控制機械電機速度來控制灌漿過程漿體流速,控制依據為灌漿過程中本灌漿腔內已經封堵的灌漿孔或排漿孔的橡膠塞能耐住低壓灌漿壓力不脫落為宜,如果出現脫落則立即塞堵并調節壓力。灌漿腔保壓排漿孔漿體成柱狀逐一排出,采用橡皮塞逐一封堵,所有灌漿套筒的排漿孔均排出漿體并封堵后,調低灌漿設備的壓力,開始保壓,保壓30秒。
套筒_保障")
套筒_保障")