您的位置>首頁 >湖北本地行業頻道 >
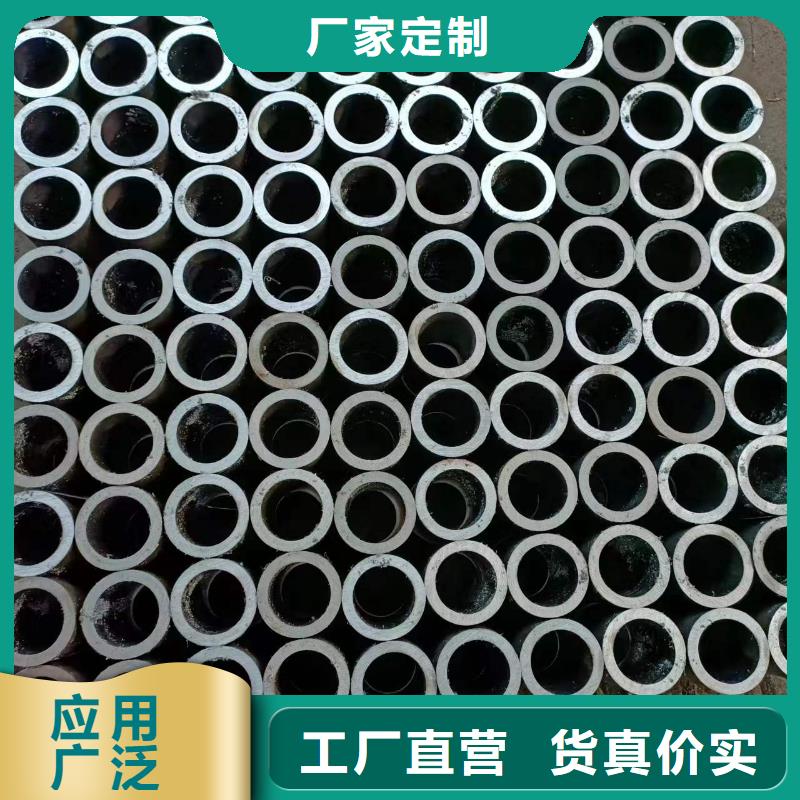
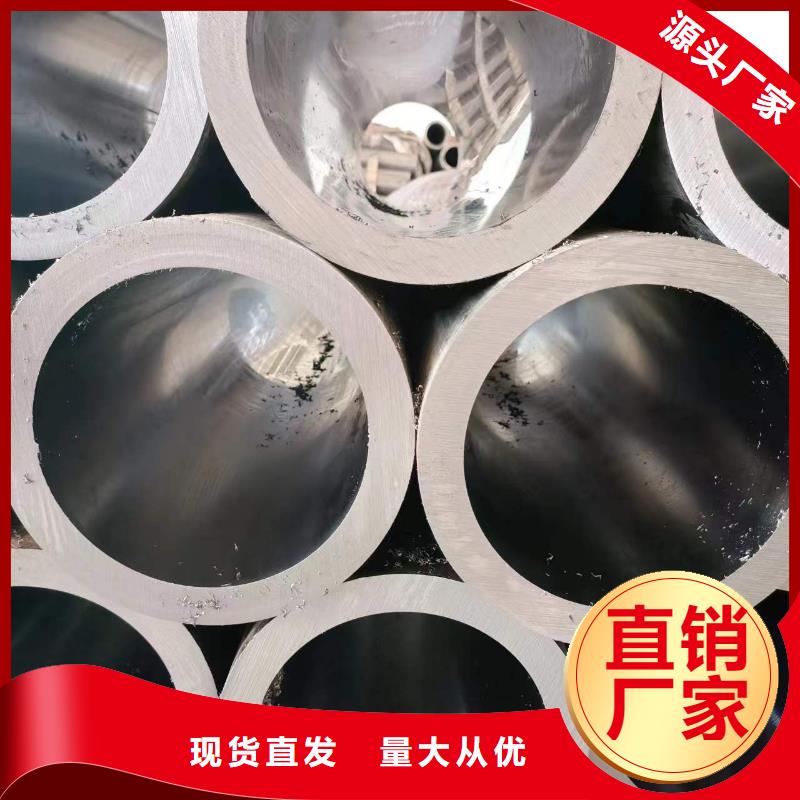
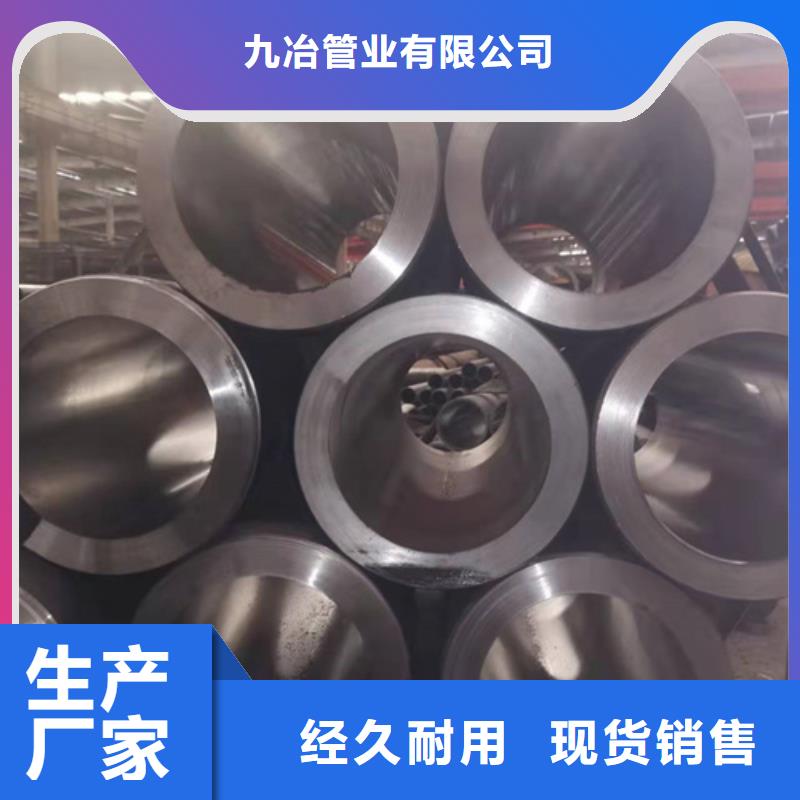
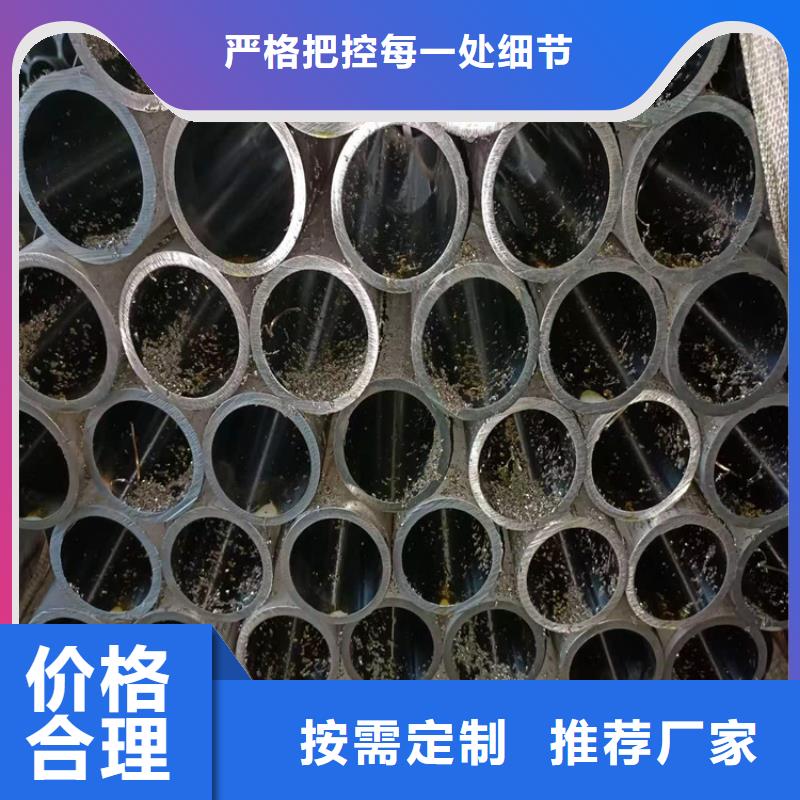
20#珩磨管規格
更新時間: 2025-02-07 21:46:48 瀏覽次數:4
以下是:20#珩磨管規格的產品參數
| 產品參數 |
|---|
| 產品價格 | 6500/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20#無縫鋼管 |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 油缸機械加工 |
|---|
| 是否進口 | 否 |
|---|
以下是:20#珩磨管規格的圖文視頻
導讀 20#珩磨管規格,九冶管業有限公司為您提供20#珩磨管規格的資訊,聯系人:高經理,電話:18906359513、17706353138,QQ:3573482096,發貨地:開發區丁快工業園發貨到湖北省 武漢市、宜昌市、黃石市、襄陽市、荊州市、十堰市、荊門市、鄂州市、孝感市、咸寧市、隨州市、恩施市、黃岡市。 湖北省 湖北省,簡稱“鄂”,別名楚、荊楚,中華人民共和國省級行政區,省會武漢。地處中國中部地區,東鄰安徽,西連重慶,西北與陜西接壤,南接江西、湖南,北與河南毗鄰,介于北緯29°01′53″—33°6′47″、東經108°21′42″—116°07′50″之間,東西長約740千米,南北寬約470千米,總面積18.59萬平方千米,占中國總面積的1.94%。截至2022年12月31日,湖北省轄12個地級市、1個自治州,39個市轄區、26個縣級市、37個縣(其中2個自治縣)、1個林區。截至2022年末,湖北省常住人口5844萬人。
湖北20#珩磨管規格
<湖北>九冶管業有限公司
有一種過程控制方法能縮短珩磨時間,珩磨管易于讓在整個齒面上保持理論上的線接觸。因此減少了磨具與工件的點接觸。盡管這可能有悖于產生較大殘余壓應力的要求,但應力依然會使之保持理論線接觸。連續改變接觸條件會產生良好的動態特性,不會因擺動角度使機床部件產生嚴重顫振。珩磨過程中,單面線接觸珩磨時這類動態特性會對機床產生嚴重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產中,數控珩磨機由此而引發的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續接觸的轉動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。


珩磨油缸管有些變化是對外部電源的需要,但也要付出代價。當傳統的道路已經行不通了,企業迫切需要尋找新的發展路徑,當沒有什么比“倒逼機制”更有效得多。“要規模”是在新的常態,倒逼企業經濟發展方式,顛覆思維和生產組織的傳統模式,不斷求新求變,不斷追求超越自我的突破,只有這樣,才能實現可持續發展。珩磨油缸管余勇深有感觸地說,珩磨油缸管改革前的“陣痛”,但蝴蝶成長的煩惱。涅槃是一種痛苦鳳凰浴火重生,只要我們看看它與發展的角度來看,把它和使用改革,將能夠成功地找到解決“陣痛”食譜。在整個“關閉”,中國珩磨油缸管業將在更廣闊的發展空間,迎來。珩磨管
<湖北>九冶管業有限公司
湖北20#珩磨管規格
總結 在湖北省采買20#珩磨管規格到九冶管業有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:高經理-17706353138,QQ:3573482096,地址:《開發區丁快工業園》。