


別再等待了,僅僅一分鐘,就能通過我們的卷板機配件銅套直縫焊管重量計算公式在線咨詢產品視頻探索到無數令人心動的細節和亮點。
以下是:卷板機配件銅套直縫焊管重量計算公式在線咨詢的圖文介紹



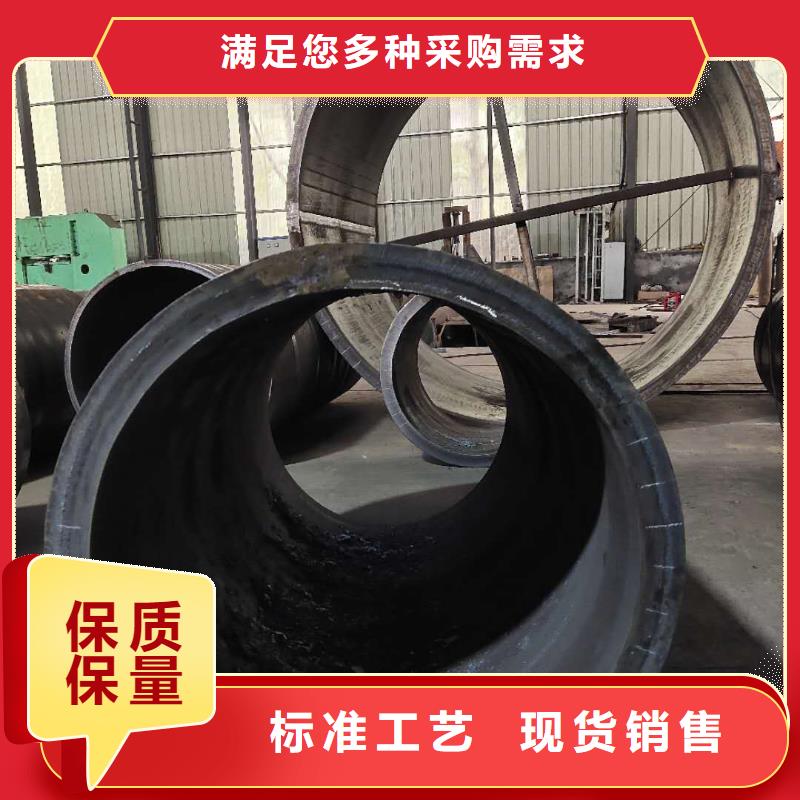
鋼板卷管管節的卷制 在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定: 1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。 2離管端200mm的對接縱縫處不得大于2mm。 3其他部位不得大于1mm。 4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。



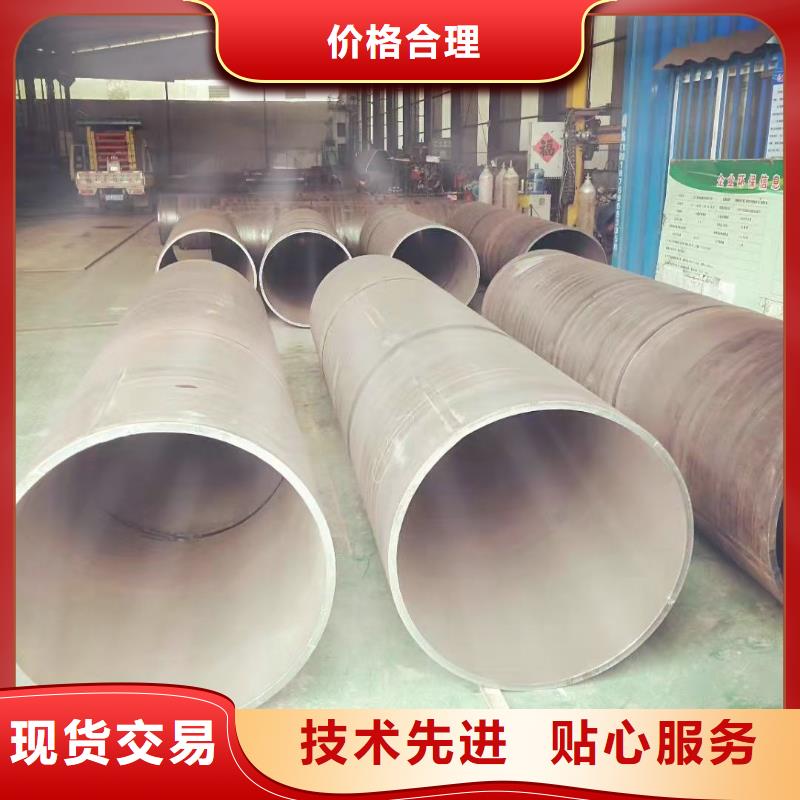
鋼板卷管卷管按照不同的性質和功能分類可以分為不同的種類和型號,在不同的行業和領域中具有不同的使用性能和價值。大口徑卷管的生產需要按照相應的工藝生產,在生產時添加一些輔助原料,提高卷管的使用性和耐用性,增加卷管的使用壽命和使用價值。 焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表面有接縫的鋼管。 焊接鋼管采用的坯料是鋼板或帶鋼。中文名焊接鋼管坯料鋼板或帶鋼焊接方法電弧焊管、高頻或低頻電阻焊管焊縫形狀直縫焊管和螺旋焊管直縫焊管生產工藝簡單,生產效率高腐蝕性


山特金屬制品有限公司(湖北分公司)位于經濟開發區匯通國際金屬物流園,地理位置優越,交通運輸十分方便。 公司經過二十幾年的努力,形成一家具有產品開發、制造、銷售于一體的綜合性廠家。公司產品遠銷全國各地。現公司生產的產品種類有 橋式濾水管。 公司技術力量雄厚,檢測設施完善,設備齊全。公司在發展過程中堅持科研、設計和生產服務相結合,以科技投入為先導,以先進的設備,過硬的質量為保障,優質快捷的售后服務贏得了廣大客戶的信賴。公司將繼續與社會各界通力合作。并竭誠希望各界朋友能一如既往的支持和關心我同溫層司的發展。



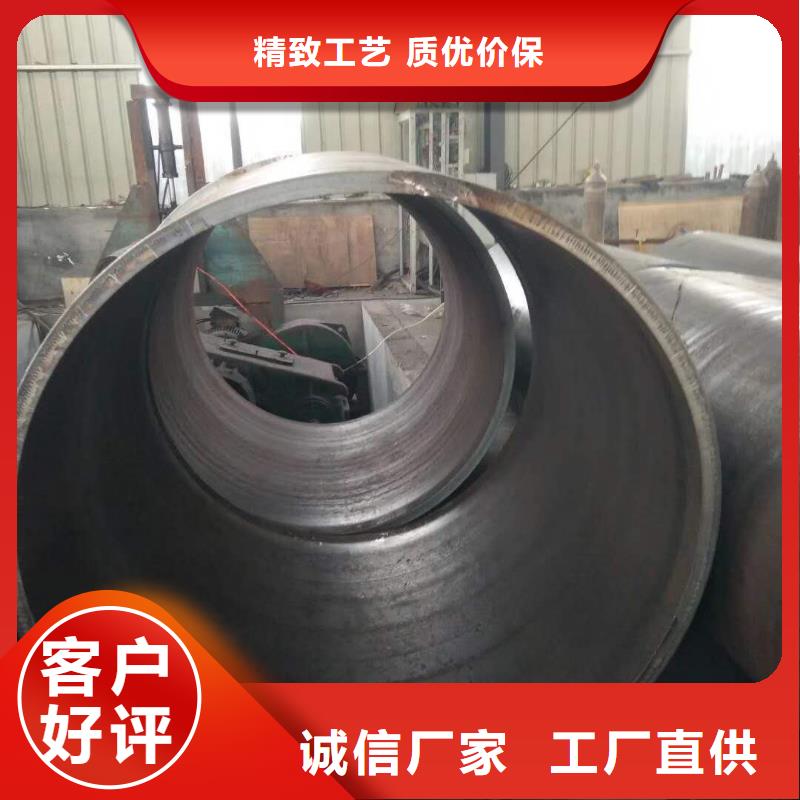
鋼板卷筒筒體的制作方法 技術領域: 本實用新型涉及一種鋼板卷筒筒體,屬于卷筒制造領域,當長度a和深度d均在50mm內時,在裂紋的兩端各延長15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補焊,并修磨平整;當其深度d大于50mm或累計長度超過板寬的20%時,除按上述方法處理外,還應在板面上開槽或鉆孔,增加塞焊。在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊
