



優(yōu)選:黃石 ASME A106B耐高溫鋼管工廠 <黃石>萬方金屬材料有限公司 wfjs
黃石42crmo無縫鋼管的用途:用于橋梁的專用鋼種為“42crmo”,汽車大梁的專用鋼種為“42crmo”,壓力容器的專用鋼種為“42crmo”。此類鋼是依靠調(diào)整含碳(c)量來改善鋼的力學(xué)性能,因此,根據(jù)含碳量的高低,此類鋼又可分為:低碳鋼--含碳量一般小于0.25%,如10、20鋼等;中碳鋼--含碳量一般在0.25~0.60%之間,如35、45鋼等;高碳鋼--含碳量一般大于0.60%。此類鋼一般不用于制造鋼管。明顯的回火脆性淬火時變形小黃石42crmo無縫鋼管廠調(diào)質(zhì)處理后有較高的疲勞極限和抗多次沖擊能力低溫沖擊韌度良好高溫時有高的蠕變強度和持久強度。42crmo無縫鋼管廠通常將調(diào)質(zhì)后表面淬火作為熱處理方案。42crmo無縫鋼管廠根據(jù)生產(chǎn)方法不同分為熱軋管、冷軋管、冷拔管等,均有各自工藝規(guī)定。材質(zhì)有普通和優(yōu)質(zhì)碳素結(jié)構(gòu)鋼(q215-a~q275-a和10~50號鋼)、低合金鋼(09mnv、16mn等)、合金鋼、不銹耐酸鋼等。按用途分為一般用途的(用于輸水、氣管道和結(jié)構(gòu)件、機械零件)和專用的(用于鍋爐、地質(zhì)勘探、軸承、耐酸等)兩類。42crmo無縫鋼管的化學(xué)成分(質(zhì)量分數(shù)):ni≤0.030%、p≤0.030%、s≤0.030%42crmo無縫鋼管為鋼材中的一種材質(zhì)。過去鋼材的一種叫法。稱法為:q345b,與此相近的材質(zhì)為q345a,q345c,q345e,質(zhì)量等級符號abcde分別表示不要求沖擊試驗沖擊試驗溫度為+20度0度-20度40度abcd表示質(zhì)量等級q235質(zhì)量等級分為a、b、c、d四級,由a到d表示質(zhì)量由低到高。
選:黃石
ASME A106B耐高溫鋼管工廠") wfjs
wfjs
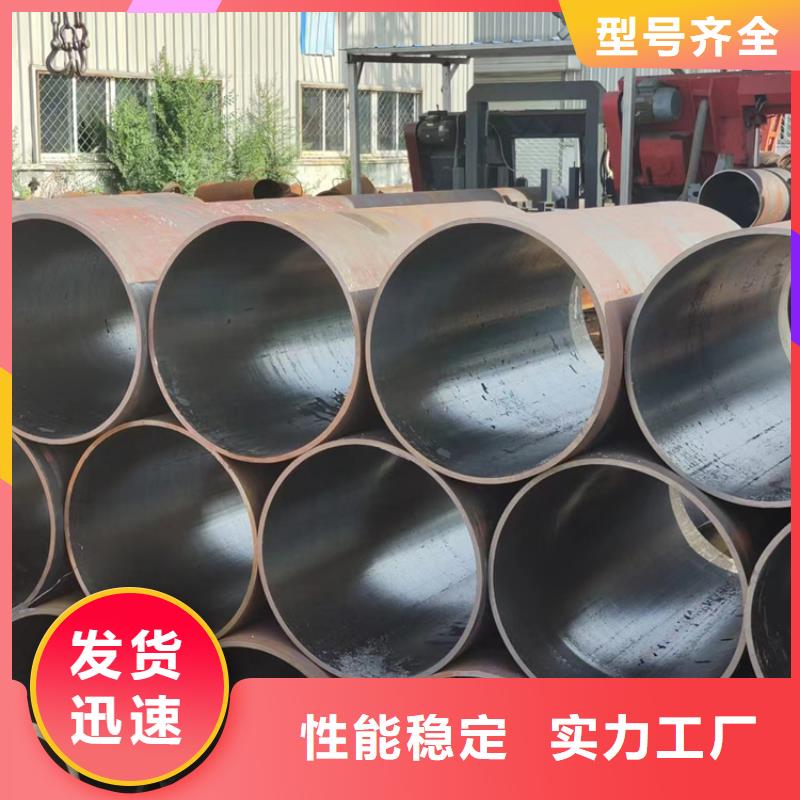
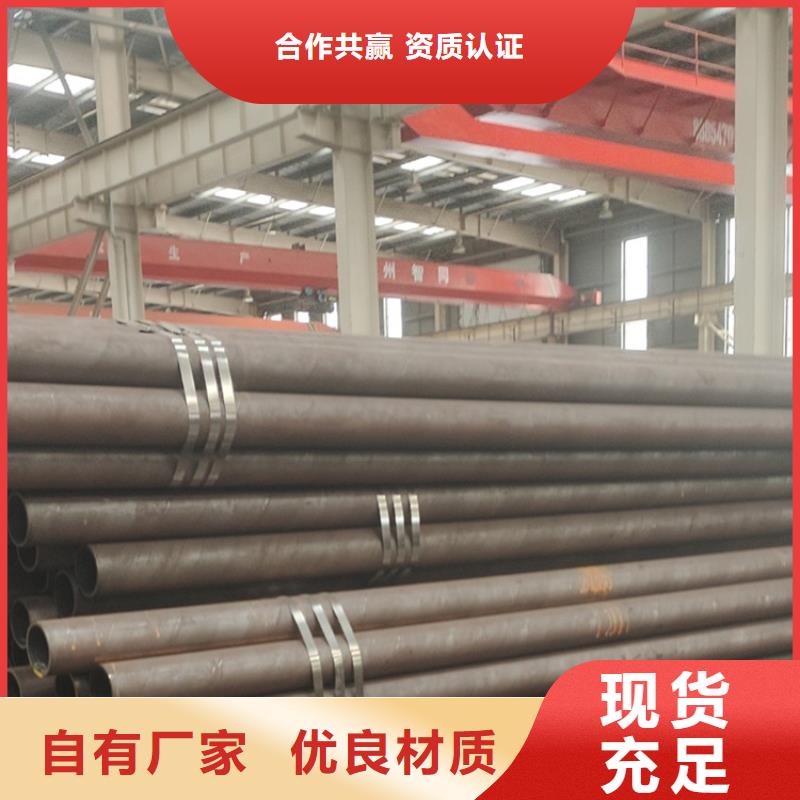
黃石無縫鋼管是由整支圓鋼穿孔而成的,表面上沒有焊縫的鋼管,稱之為無縫鋼管。根據(jù)生產(chǎn)方法,無縫鋼管可分熱軋無縫鋼管、冷軋無縫鋼管、冷拔無縫鋼管、擠壓無縫鋼管、頂管等。按照斷面形狀,無縫鋼管分圓形和異形兩種,異形管有方形、橢圓形、三角形、六角形、瓜子形、星形、 帶翅管多種復(fù)雜形狀。直徑達900mm,小直徑為 4mm。根據(jù)用途不同, 有厚壁無縫鋼管和薄壁無縫鋼管。無縫鋼管主要用做石油地質(zhì)鉆探管、石油化工用的裂化管、鍋 爐管、軸承管以及汽車、拖拉機、航空用高精度結(jié)構(gòu)鋼管。一般用途的無縫鋼管由普通的碳素結(jié)構(gòu)鋼、低合金結(jié)構(gòu)鋼或合金結(jié)構(gòu)鋼軋制,產(chǎn)量多,主要用作輸送流體的管道或結(jié)構(gòu)零件。沿其橫截面的周邊上無接縫的鋼管。根據(jù)生產(chǎn)方法不同分為熱軋管、冷軋管、冷拔管、擠壓管、頂管等,均有各自工藝規(guī)定。黃石無縫鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經(jīng)濟截面鋼材。
選:黃石
ASME A106B耐高溫鋼管工廠") <黃石>萬方金屬材料有限公司
<黃石>萬方金屬材料有限公司
黃石無縫管鋼管是一種四周無接縫、截面中空的帶鋼,被廣泛用作輸送流體的管道。與實心鋼相比,在彎扭強度相同的情況下重量更輕,更方便升成是一種經(jīng)濟的型鋼,廣泛用于制造結(jié)構(gòu)件和機械零件,如汽車傳動軸、石油鉆桿、自行車架和建筑用鋼腳手架等。焊接鋼管是由鋼板或鋼帶卷曲焊接而成的鋼管。焊接鋼管生產(chǎn)工藝簡單,品種規(guī)格多,設(shè)備少,生產(chǎn)效率高,但其綜合強度低于無縫鋼管。隨著優(yōu)良帶鋼連軋生產(chǎn)的快速發(fā)展和焊接檢驗技術(shù)的進步,焊縫質(zhì)量不斷提高,焊接鋼管的品種和規(guī)格日益增加,無縫管鋼管在越來越多的領(lǐng)域被取代。焊接鋼管按焊縫形式分為螺旋焊管和直焊管。直縫焊管生產(chǎn)工藝簡單,成本低,發(fā)展迅速,生產(chǎn)效率高。一般螺旋焊管的強度比直焊管高,可以用較窄的毛坯生產(chǎn)較大管徑的焊管,也可以用相同寬度的毛坯生產(chǎn)不同管徑的焊管。但與同等長度的直管相比,焊縫長度增加,生產(chǎn)速度較低。因此,直縫焊接多用于小直徑焊管,螺旋焊接多用于大直徑焊管。
