
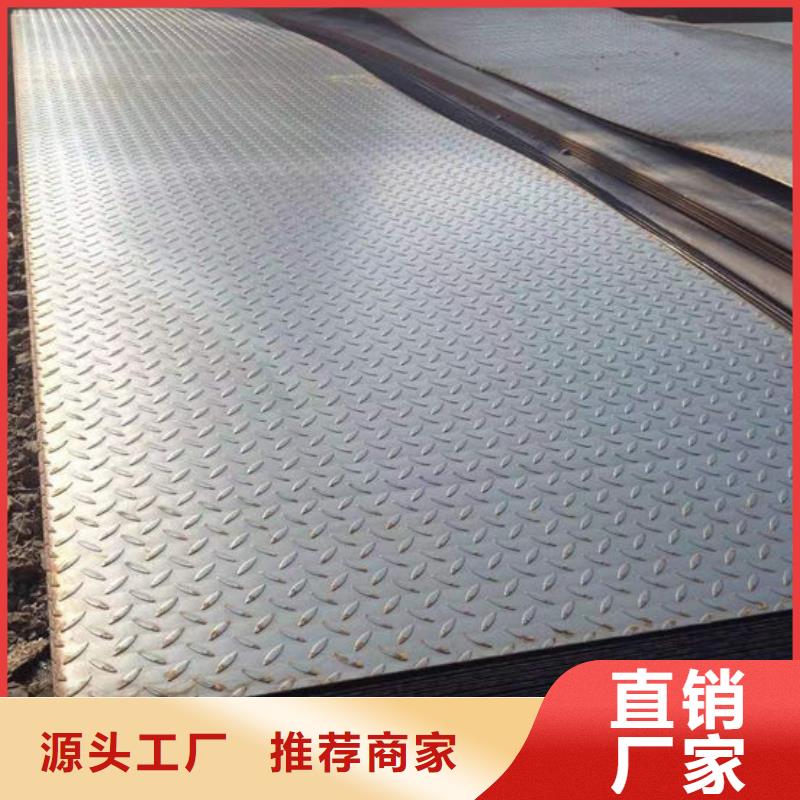




黃石螺旋鋼管焊接時,為保證焊接質量而選定的諸物理量(如:焊接電流、電弧電壓、焊接速度、線能量等)的總稱。選擇合適的焊接工藝參數,對提高焊接質量和提高黃石螺旋鋼管鋼材生產效率十分重要。焊接工藝參數(焊接規范)是指焊接時為保證螺旋鋼材焊接質量而選定的諸多物理量。焊接電源種類和極性的選擇焊接電源種類:交流、直流極性選擇:正接、反接正接:焊件接電源正極,焊條接電源負極的接線方法。反接:焊件接電源負極,焊條接電源正極的接線方法。極性選擇原則:堿性焊條常采用直流反接,否則,電弧燃燒不穩定,飛濺嚴重,噪聲大,酸性焊條使用直流電源時通常采用直流正接。盛寶螺旋管可以做打樁、支撐、橋梁、高炮廣告牌。黃石螺旋鋼管加工可以用來保溫,小區供暖、熱力網鋪設、電廠蒸汽輸送。黃石螺旋鋼管加工成防腐,自來水管道、地埋排污。可用作打樁管、作橋梁;碼頭、道路、建筑結構用管,海洋打樁管等,應用領域和范圍廣泛。
黃石圓鋼熱切加熱爐的特點:1、黃石圓鋼熱切加熱爐提高生產效率由于采用中頻感應加熱,加熱效率高、速度快,不用預熱,可以縮短輔助時間,提高生產效率1.6倍。2、黃石圓鋼熱切加熱爐節約材料,提高鍛坯質量由于采用組合模具進行自動下料,下料重量得到控制,重量誤差≤0.5%(人工下料重量誤差約為2%);另外采用中頻感應加熱速度快、采用“一火鍛造”比原來減少一次加熱過程,氧化脫炭少,通過壓縮下料公差及鍛坯留量可以節省原材料8.2%。由于鍛坯氧化皮少,鍛件的外觀質量明顯改善。3、黃石圓鋼鋼材熱切加熱爐節能環保,衛生由“二火鍛造”改為“一火鍛造”,可以減少一次下料加熱的燃油及電耗,節約能源約56%;采用中頻感應加熱取代燃油加熱,了燃油加熱時產生的熱輻射、煙塵、so2氣體排放造成的污染以及鼓風機噪聲對周圍環境的影響;火災隱患得以控制。4、黃石圓鋼熱切加熱爐減輕勞動強度,節省勞動力人工下料時,一根長棒料重約1~2百公斤,用人工下料體力消耗很大;采用自動下料,取消了下料工序,可節省下料人員。5、黃石圓鋼熱切加熱爐溫度控制容易、準確采用中頻感應加熱,配合進料速度調節,加熱溫度易控制;采用非接觸式紅外測溫頭連續測量、監控溫度,自動顯示并記錄,溫度控制準確,有效杜絕了燃油加熱時容易產生的“過燒”現象。
黃石線材要測試的部分來設計密封模具(定制測試夾具)。如果要測試的電線是整條電線,那么就可以將制作一個完整的黃石線材密封模具將整個電線放入密封的模具中進行測試;如果黃石線材只是要測試端口/接口處是不是完全防水,那么就是為黃石線材制作一個卡槽類測試夾具,以便將不需要進行防水測試的一端(或將兩端)放在密封測試鋼材模具的外面。我們將在全封閉模具的密封過程中使用密封泡棉或者密封圈來處理。在生產線上的整個防水測試過程中,可以根據要求將模具制作成一個可以自動上下開合的壓模工具(黃石線材防水測試夾具),然后與戈埃爾黃石線材防水測試及/黃石線材氣密性檢測儀結合進行防水測試。當檢查員使用電線防水測試機進行電線防水測試時,他只需要將測試黃石線材放入定制的模具中,然后雙手按啟動按鈕即可執行黃石線材防水測試。
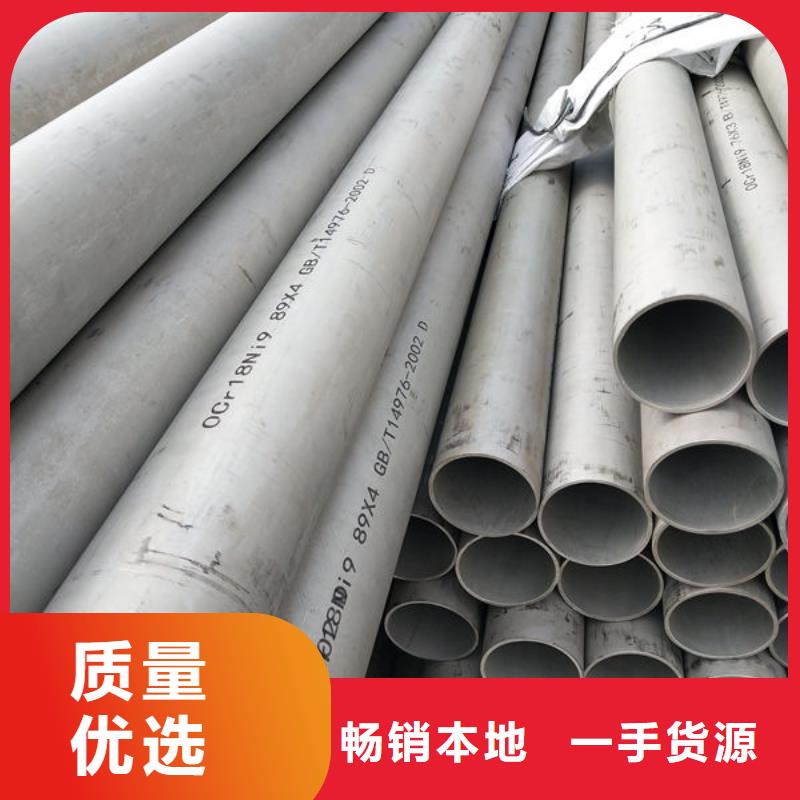
黃石螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。它有著近100年的歷史,首先德國人于1885年發明二輥斜扎穿孔機,1981年又發明了周期扎管機;接著1903年瑞士人施蒂費爾發明自動扎管機(也稱頂頭式扎管機),開始形成近代黃石螺旋鋼管工業;20世紀30年代由于采用了三輥扎管機,擠壓機,周期式冷扎管機,改善了鋼管的品種質量;60年代由于連扎管機的改進,三輥穿孔機的出現,特別是應用張力減徑機和連鑄坯的成功,提高了生產效率,增強了黃石螺旋鋼管與焊管競爭的能力;70年代螺旋管與焊管鋼材正并駕齊驅,世界黃石螺旋鋼管產量以每年5%以上的速度遞增;中國1953年后重視發展黃石螺旋鋼管工業,已初步形成扎制各種大、中、小型管材的生產體系。
