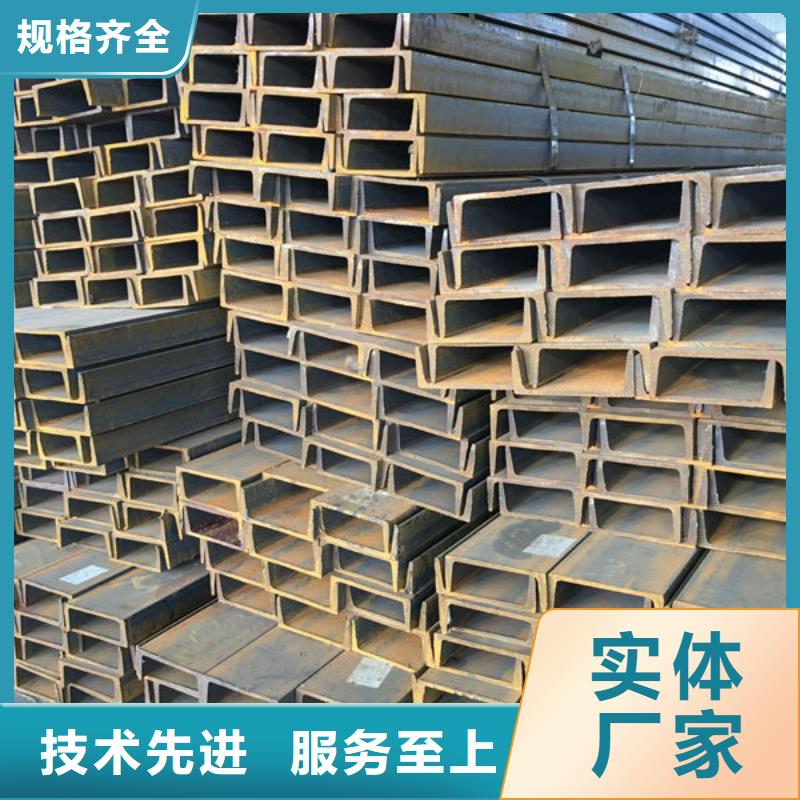
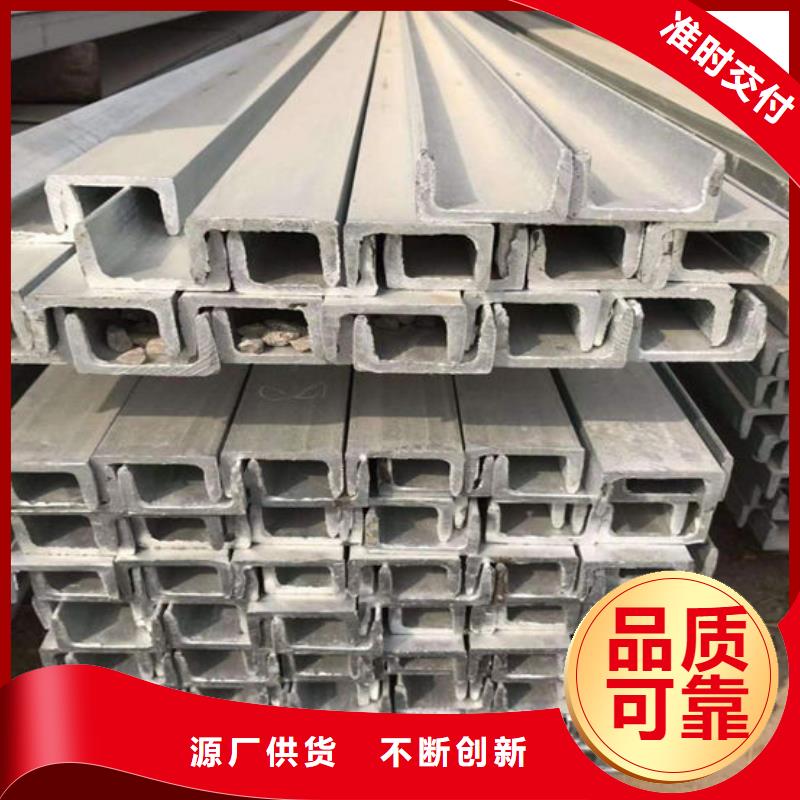
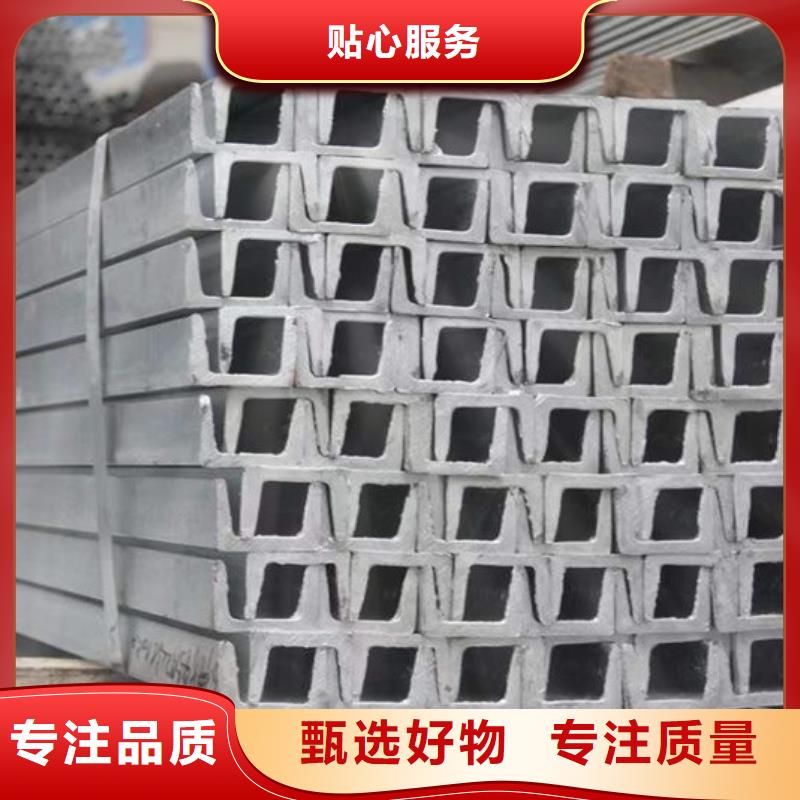




與黃石鍍鋅方管相比,玻璃鋼方管具有以下特點:1、重量輕、維護簡單、耐久性。2、高強度、輕質不變形、抗沖擊。3、防火阻燃、絕緣、透磁性佳。4、外觀亮麗色彩鮮艷,造型美觀。5、耐腐蝕性:選取不同類型防腐蝕的內襯樹脂,可適用于不同類型的酸、堿、鹽及多種油類、海水和有機溶劑。6、尺寸穩定安裝簡便迅速玻璃鋼方管長度不受技術限制,但出于運輸上的考慮,長度一般在6m以內,這樣所需連接位置大為減少,因玻璃鋼材重量輕,還可以采用手工或輕型安裝設備,從而安裝方便、迅速。7、壽命長,綜合成本低,玻璃鋼方管具有使用壽命較長,基本不用維護,安裝及運輸費用低等特點。
黃石線材軋制新工藝粗軋機組、中軋機組均為短應力線軋機呈平立交替布置每架軋機采用直流電機經組合齒輪箱單獨傳動立式軋機為上傳動。這種軋機剛度大、軋制產品精度高、設備重量輕、換輥(換機架)時間短已成為目前世界上中小型軋機使用較多的一種主導機型。為改善軋件頭尾溫差大,對于奧氏體、高合金工具鋼等難變形鋼類鋼材,軋件頭尾溫差直接影響軋制過程中的變形,同時要實現尺寸精度高,金相組織均勻的要求,為此該軋線的中軋機組前設置電感應加熱爐控制溫度(可補償100℃一200℃),充分減少鋼坯的頭尾溫差。脫頭軋制也就是粗軋機組與中軋機組間不發生連軋關系,采用脫頭軋制技術的典型特殊鋼棒線材(高速工具鋼、奧氏體、馬氏體不銹鋼、易切削鋼)。
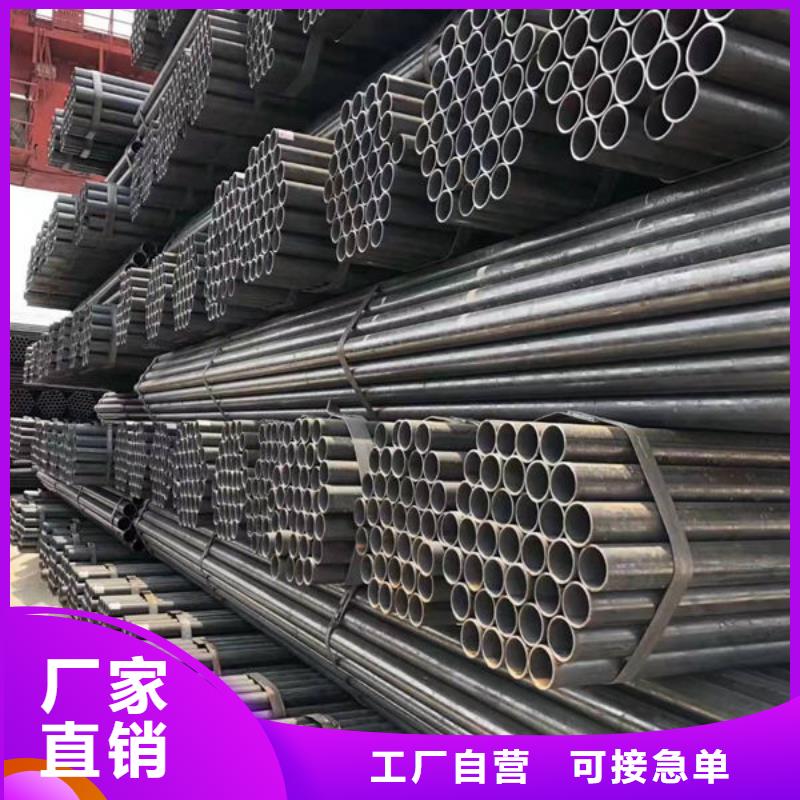
行業內大直徑直縫鋼管生產將采用T型焊接技術,即將黃石直縫管的短段拼接成滿足工程要求的長度,大大增加直縫鋼管T型焊接缺陷的概率。此外,T形焊縫處的焊接殘余應力相對較大。焊縫金屬往往產生一種應力作用,這增加了裂紋的可能性。和直縫鋼材相比,螺旋鋼管在強度上要有一定的優勢。生產螺旋鋼管的主要工藝就是埋弧焊。螺旋鋼管可用于由相同寬度的坯料生產不同管徑的焊管。也可用于由較窄的坯料生產較大管徑的焊管。然而,與相同長度的黃石直縫管相比,焊縫管的長度增加了30~100%,因為以上的原因,螺旋鋼管的生產速度很慢。因此,直縫焊接主要用于小直徑焊管。而螺旋焊接主要用于大直徑焊管。
由于黃石普通碳素鋼高速線材在軋制的過程中,傳統上存 在著很多的問題。該文在充分析黃石普通碳素鋼軋制工藝的 基礎上,提出了高速線材軋制過程中的優化和手段, 以此進一步產品加工的精度和質量。彌補我國對于高質量高速線材軋制生產工藝的不足,結合先進的技術,為 優化生產高速線材流程提供了技術參考。同時通過工藝的改善降低了整體成本,為我國航天、汽車等工業中優質鋼材的使用創造了良好的條件。黃石普通碳素鋼的坯料需要經過熔煉、澆筑、開坯等過程的準備工作,加工為150×145mm見方,長度在12m左右的 方坯,為下一步的工藝流程做準備。