


聯系我們

老A級波形護欄銷售
更新時間:2025-02-13 04:59:50 瀏覽次數:6 公司名稱:聊城 廣順交通設施有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 20/件 |
| 發貨期限 | 1-7 |
| 供貨總量 | 50986 |
| 運費說明 | 電聯 |
| 質量等級 | A |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品規格 | 齊全 |
| 發貨城市 | 全國 |
| 產品產地 | 山東 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 是否進口 | 否 |



云海旭金屬材料有限公司
黃石老A級波形護欄銷售
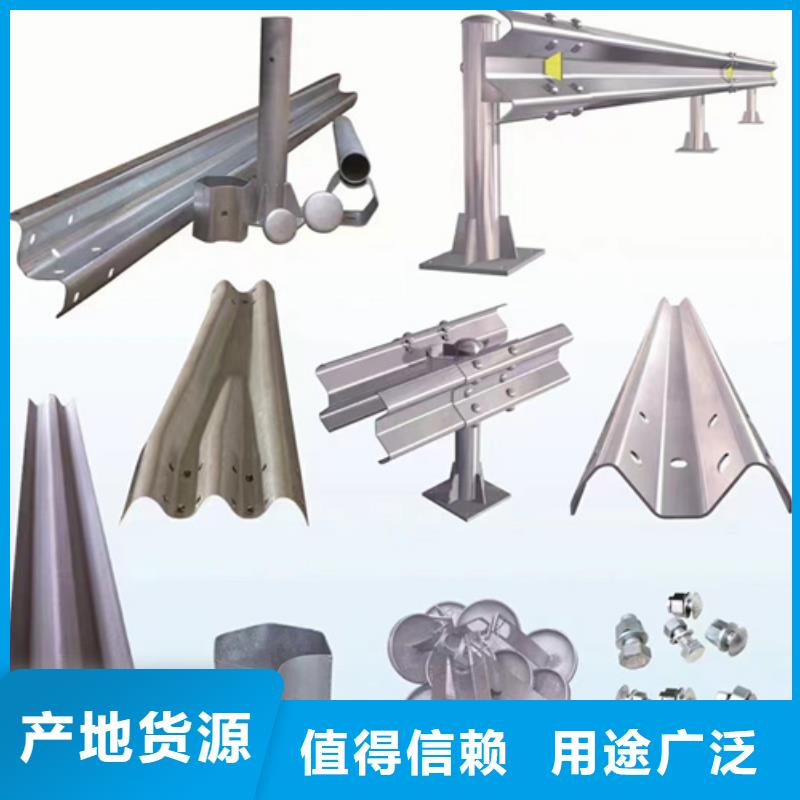
三波形梁護欄板的規格長4320毫米,波寬505毫米,波高85mm板厚:4mm;理論重量:102kg配合130*130的方管立柱。立柱:規格Φ11Φ140mm長度根據要求一般為85米、95米、2米、15米壁厚5MM;理論重量:Φ114的115kg/m、Φ140mm的104kg/m.標準段每公里用250塊護欄板。
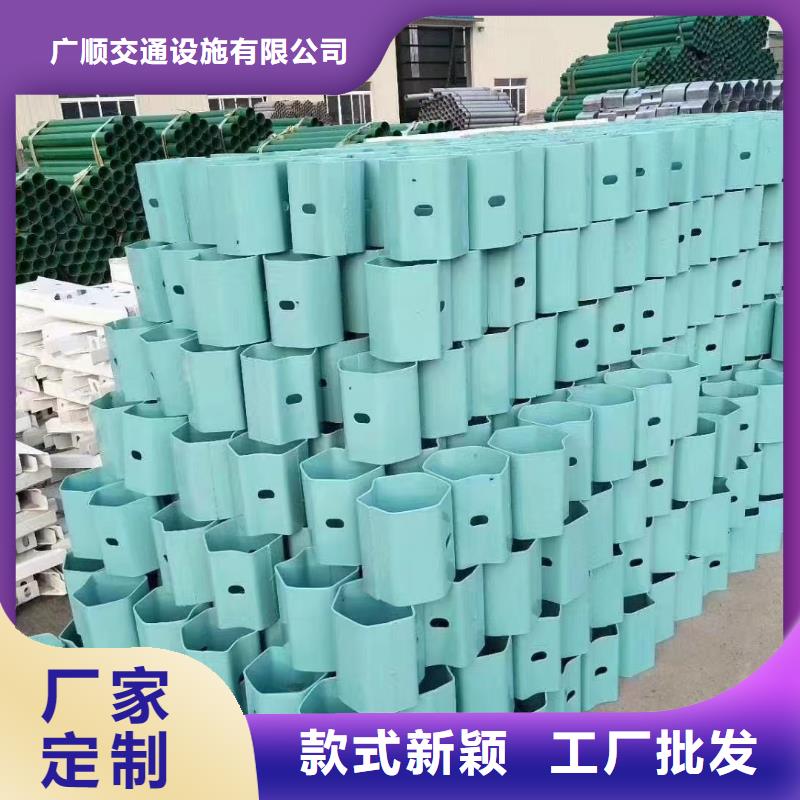
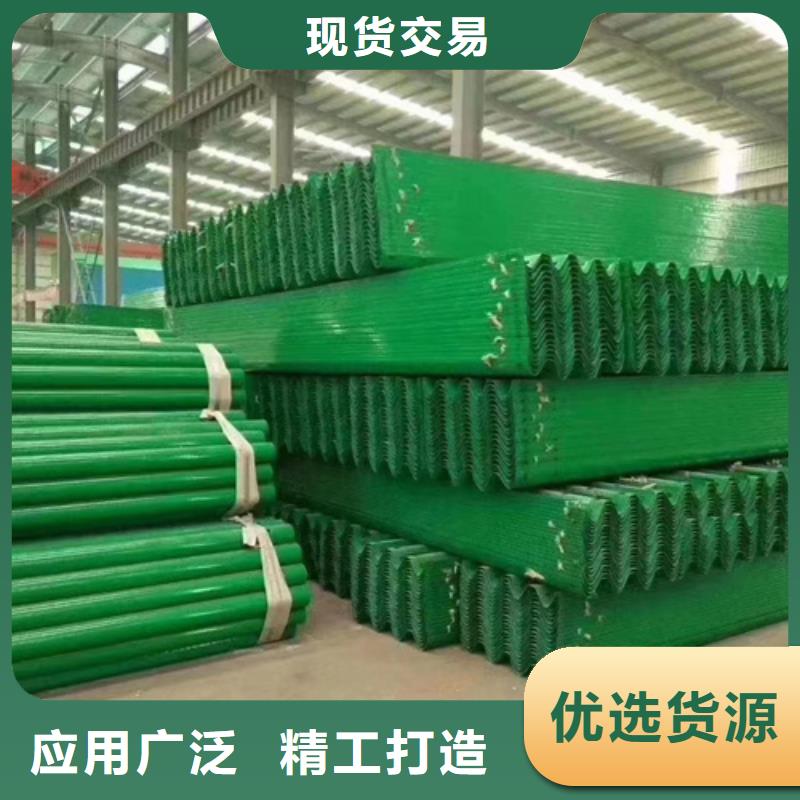
特點:防腐、防老化、抗曬、耐候等特點。表面防腐形式有電鍍、熱鍍、噴塑、浸塑,鍍鋅后浸塑。使用效果:⑴結構合理,功能優。與景觀相協調,形式美。防腐處理:經除銹、打磨、鈍化、硫化等工藝后,采用鍍塑處理,色彩為果綠色,鍍層厚度為0.6~6mm,鍍粉采用抗老化性能較佳的進口耐候性粉料,鍍層必須顏色一致,表面光滑,不允許有流掛、滴瘤或多余結塊。
鍍件表面應無漏鍍、露鐵等缺陷。根據其樣式可分等等。是重要的交通基礎設施,高速公路是從80年代發展起來的,它對國民經濟和社會的發展起著重要的影響作用。是高速公路重要和保障設施。
材質:選用低碳鋼絲、鋁鎂合金絲,噴塑。編織及特點:編焊而成;網格結構簡練、便于運輸、安裝不受地形起伏限制,是對于山地、坡地、多彎地帶適應性極強。該產品堅固耐用、價格中等偏低,適合大面積采用。用途及使用范圍:主要用于公園/動物園圍欄、校園/場區圍界、道路交通隔離、臨時隔離帶。
主要有以下原因:一是長期以來公路建設資金一直不足,是近年來高速隔離柵建設速度加快,同時也加重了養護的負擔。雖然管理者對高速隔離柵早期養護有一定的認識,但在資金及科技投入上由于種種原因不得不屈從于建設方面的壓力。
二是目前的高速隔離柵大都利用或其他方式建設,開通運營后,或提取回報的壓力較大,不能更多的資金從事養護和科技,甚至出現部分養護資金被挪用的現象。三是部分中外合作或轉讓經營權的高速隔離柵,由于片面追求經濟效益而忽視了養護管理。
上的:門必須要求有關人員認證的學習圖紙,審核自己的學習工作,要讓他們如何去理解設計的意圖以及施工標準,以確保施工過程有條不紊的驚醒,作為部門,需要與員工一起舞場地查看工作現場是否有什么差錯,如果出現問題,可以及時的和設計部門進行溝通等,進行完善。
選擇一款公路護欄是很有考究的,首先不管從做工,烤漆還是原材料,因為選購事先一定要商討好,防止買到劣質交通護欄。首先要選擇優良的交通護欄必須強度大,不易生銹,采用優良的噴涂工藝來制造,能夠做到防老化,防干裂,掉漆,落色,不管在任何環境下都不會生銹。


 在當下雨季、等都會會造成很大的影響,生銹與腐蝕。生銹腐蝕是指鋼材直接與周圍介質發生的化學反應的產物,此產物大多是由氧化所產生的。這種氧化作用通常在濕潤和高溫的情況下會比在常溫下運作得更快。所以我們要針進行防腐處理,的高端防銹防腐處理方式有電鍍鋅、熱鍍鋅、浸塑和靜電噴塑四種,您可根據自己的需要任選,經過防銹顏色多選-美觀、表面光滑-亮澤,抗老化、防腐防銹,壽命可達10-20年。
交通道路護欄的特點:交通道路護欄具有色彩鮮亮、表面光潔、強度高、韌性強、耐腐蝕、抗紫外線、不退色、不開裂、不脆化的優點,成為具裝飾效果的護欄精品,適用于城市交通道路中間,潔凈寬敞的街道與鮮艷靚麗的護欄,互相映輝,筑起一道亮麗的風景線,為我們的城市增光添彩;讓我們高品位的城市建設更上新臺階。
安裝適于高度不大,適用用于長距離隔離交通道路護欄廣泛使用于市政工程、道路、工廠、區、園林廣場等場所的防護及裝飾美化;還可用于小區、庭院、別墅,其線條流暢、簡潔美觀、富有濃郁的現代氣息,讓小區生色,讓庭院生輝,讓別墅具有時代的高品位。
下面為大家介紹一下公路護欄的主要用途:公路護欄是要為了防止人和動物隨意進入或橫穿高速公路,防止他人不占用公路用地,是包管行車,路產路權的首要設備。、刺鐵絲和常青綠藤幾大類,、等。公路護欄主要被用作公路、來運用,按樣式不用可以稱之為:桃型柱護欄、雙方護欄、雙圈護欄、等,相同,與橋梁、小區、工場、飛機場、體育場有所區別;如用于高速公路就被稱為公路,還有公路圍欄、欄等。
在當下雨季、等都會會造成很大的影響,生銹與腐蝕。生銹腐蝕是指鋼材直接與周圍介質發生的化學反應的產物,此產物大多是由氧化所產生的。這種氧化作用通常在濕潤和高溫的情況下會比在常溫下運作得更快。所以我們要針進行防腐處理,的高端防銹防腐處理方式有電鍍鋅、熱鍍鋅、浸塑和靜電噴塑四種,您可根據自己的需要任選,經過防銹顏色多選-美觀、表面光滑-亮澤,抗老化、防腐防銹,壽命可達10-20年。
交通道路護欄的特點:交通道路護欄具有色彩鮮亮、表面光潔、強度高、韌性強、耐腐蝕、抗紫外線、不退色、不開裂、不脆化的優點,成為具裝飾效果的護欄精品,適用于城市交通道路中間,潔凈寬敞的街道與鮮艷靚麗的護欄,互相映輝,筑起一道亮麗的風景線,為我們的城市增光添彩;讓我們高品位的城市建設更上新臺階。
安裝適于高度不大,適用用于長距離隔離交通道路護欄廣泛使用于市政工程、道路、工廠、區、園林廣場等場所的防護及裝飾美化;還可用于小區、庭院、別墅,其線條流暢、簡潔美觀、富有濃郁的現代氣息,讓小區生色,讓庭院生輝,讓別墅具有時代的高品位。
下面為大家介紹一下公路護欄的主要用途:公路護欄是要為了防止人和動物隨意進入或橫穿高速公路,防止他人不占用公路用地,是包管行車,路產路權的首要設備。、刺鐵絲和常青綠藤幾大類,、等。公路護欄主要被用作公路、來運用,按樣式不用可以稱之為:桃型柱護欄、雙方護欄、雙圈護欄、等,相同,與橋梁、小區、工場、飛機場、體育場有所區別;如用于高速公路就被稱為公路,還有公路圍欄、欄等。
 內襯不銹鋼復合鋼管的焊接順序為先焊復合層, 后焊基層, 即封焊層→打底焊層→過渡層→填充層→蓋面層。 其中的技術措施主要包括以下幾點:
(1) 管子對焊組對時, 其內壁應齊平, 內壁錯邊量不宜超過管壁厚度的 10%,且應≤2 mm。
(2) 焊接時, 應盡量采用多層焊, 各焊層焊道的接頭應盡量錯開。焊道不宜太寬太厚, 以免增加坡口加工量, 焊道成形均勻、 美觀。
(3) 點固焊時管內必須充氬, 以保證點固焊焊縫質量。 打底焊時,仰焊位置采用內填絲, 立焊、 平焊位置采用外填絲法進行焊接。
(4) 應在坡口內引弧, 禁止在非焊接部位引弧, 接弧處應保證焊透與熔合, 熄弧時應填滿弧坑, 焊接即將結束時, 應減小氬氣流量, 防止氣壓過大使焊縫產生凹陷。
(5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區, 防止破壞電弧的穩定和產生夾鎢缺陷, 焊絲端部不得退出保護區, 防止焊絲氧化。
內襯不銹鋼復合鋼管的焊接順序為先焊復合層, 后焊基層, 即封焊層→打底焊層→過渡層→填充層→蓋面層。 其中的技術措施主要包括以下幾點:
(1) 管子對焊組對時, 其內壁應齊平, 內壁錯邊量不宜超過管壁厚度的 10%,且應≤2 mm。
(2) 焊接時, 應盡量采用多層焊, 各焊層焊道的接頭應盡量錯開。焊道不宜太寬太厚, 以免增加坡口加工量, 焊道成形均勻、 美觀。
(3) 點固焊時管內必須充氬, 以保證點固焊焊縫質量。 打底焊時,仰焊位置采用內填絲, 立焊、 平焊位置采用外填絲法進行焊接。
(4) 應在坡口內引弧, 禁止在非焊接部位引弧, 接弧處應保證焊透與熔合, 熄弧時應填滿弧坑, 焊接即將結束時, 應減小氬氣流量, 防止氣壓過大使焊縫產生凹陷。
(5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區, 防止破壞電弧的穩定和產生夾鎢缺陷, 焊絲端部不得退出保護區, 防止焊絲氧化。