
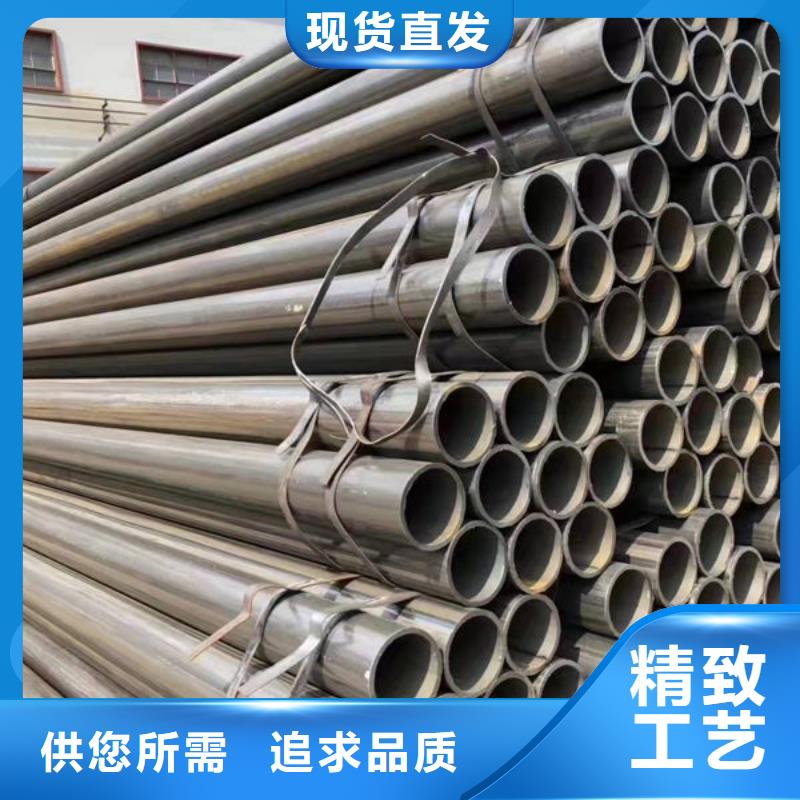






行業內大直徑直縫鋼管生產將采用T型焊接技術,即將黃山直縫管的短段拼接成滿足工程要求的長度,大大增加直縫鋼管T型焊接缺陷的概率。此外,T形焊縫處的焊接殘余應力相對較大。焊縫金屬往往產生一種應力作用,這增加了裂紋的可能性。和直縫鋼材相比,螺旋鋼管在強度上要有一定的優勢。生產螺旋鋼管的主要工藝就是埋弧焊。螺旋鋼管可用于由相同寬度的坯料生產不同管徑的焊管。也可用于由較窄的坯料生產較大管徑的焊管。然而,與相同長度的黃山直縫管相比,焊縫管的長度增加了30~100%,因為以上的原因,螺旋鋼管的生產速度很慢。因此,直縫焊接主要用于小直徑焊管。而螺旋焊接主要用于大直徑焊管。
黃山圓鋼熱切加熱爐的特點:1、黃山圓鋼熱切加熱爐提高生產效率由于采用中頻感應加熱,加熱效率高、速度快,不用預熱,可以縮短輔助時間,提高生產效率1.6倍。2、黃山圓鋼熱切加熱爐節約材料,提高鍛坯質量由于采用組合模具進行自動下料,下料重量得到控制,重量誤差≤0.5%(人工下料重量誤差約為2%);另外采用中頻感應加熱速度快、采用“一火鍛造”比原來減少一次加熱過程,氧化脫炭少,通過壓縮下料公差及鍛坯留量可以節省原材料8.2%。由于鍛坯氧化皮少,鍛件的外觀質量明顯改善。3、黃山圓鋼鋼材熱切加熱爐節能環保,衛生由“二火鍛造”改為“一火鍛造”,可以減少一次下料加熱的燃油及電耗,節約能源約56%;采用中頻感應加熱取代燃油加熱,了燃油加熱時產生的熱輻射、煙塵、so2氣體排放造成的污染以及鼓風機噪聲對周圍環境的影響;火災隱患得以控制。4、黃山圓鋼熱切加熱爐減輕勞動強度,節省勞動力人工下料時,一根長棒料重約1~2百公斤,用人工下料體力消耗很大;采用自動下料,取消了下料工序,可節省下料人員。5、黃山圓鋼熱切加熱爐溫度控制容易、準確采用中頻感應加熱,配合進料速度調節,加熱溫度易控制;采用非接觸式紅外測溫頭連續測量、監控溫度,自動顯示并記錄,溫度控制準確,有效杜絕了燃油加熱時容易產生的“過燒”現象。
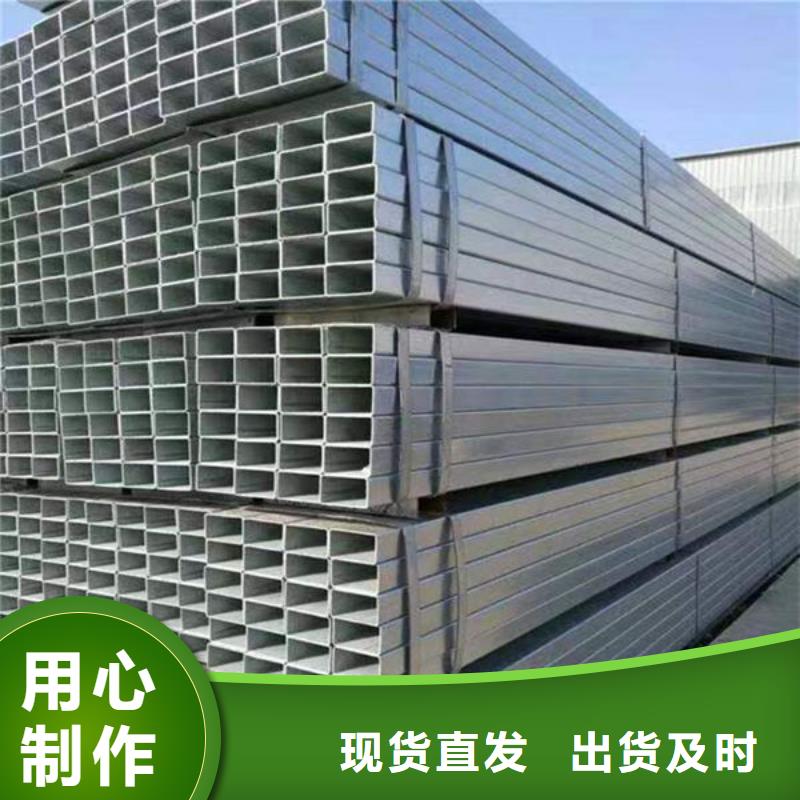
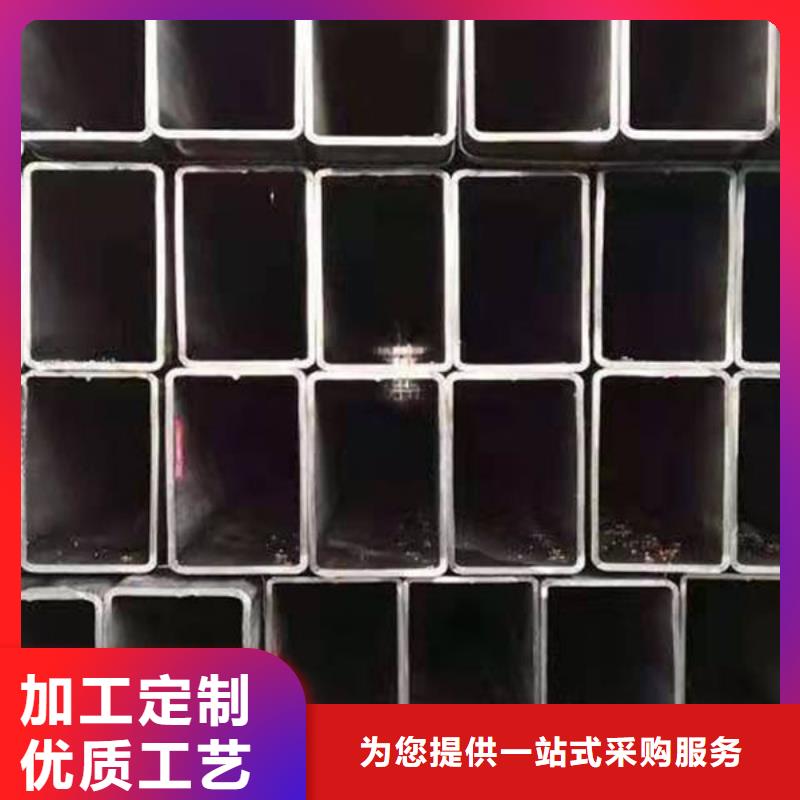
黃山方形管常用規格(axbxt) 45a——q345d) 180*1 12 90* r /> 280*28 sp; 40*40*3- 4-14 50*50*4-8 30* -30 90*90*4-12&nbs r /> 2、矩形管常 a——q345d)500*60 -10 40 bsp; 140*80*4-12 &n bsp; 30*50*3 br /> 300*1 0 bsp; 60*40*4-8 &nbs本產品廣泛應用于建筑工程、橋梁、鋼結構網架、車輛業、機械行業、石油設備、石化設備、核工業、船舶、市政工程、等各行業。 近年來,鐵路客運的 速度一直在提高,從250km/h到目前的350km/h,這對高鐵所用的相關材料提出了新的苛刻要求。其中,扣件系統作為固定軌道和枕木的零件,其質量的好壞關系著高速鐵路的問題。扣件系統中 重要的一部分是條。影響條疲勞壽命的因素較多,如熱時產生的折疊、裂紋、熱方法不當及元素偏析等,鋼材在熱過程中的脫碳都會損害條的疲勞性能。
黃山H型鋼材屬于經濟裁面型鋼材(其它還有冷彎薄壁型鋼、壓型鋼板等),由于截面形狀合理,它們能使鋼材更高地發揮效能,提高承裁能力。不同于普通工字鋼的是黃山H型鋼的翼緣進行了加寬,而且內、外表面通常是平行的,這樣可便于用高強度螺栓和其他構件連接。其尺寸構成合理,型號齊全,便于設計選用。在結構設計中選用工字鋼材應依據其力學性能,化學性能,可焊性能,結構尺寸等選擇合理的工字鋼進行使用。普通工字鋼,輕型工字鋼,由于截面尺寸均相對較高、較窄,故對截面兩個主袖的慣性矩相差較大,這就使其在應用范圍上有著很大的局限。工字鋼的使用應依據設計圖紙的要求進行選用。