


您可能對(duì)黃南本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-02-03 19:39:24 瀏覽次數(shù):5 公司名稱: 鑫福興管業(yè)有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 6000/噸 |
| 發(fā)貨期限 | 1天 |
| 供貨總量 | 100萬噸 |
| 運(yùn)費(fèi)說明 | 現(xiàn)付 |




")
")
")
")
")
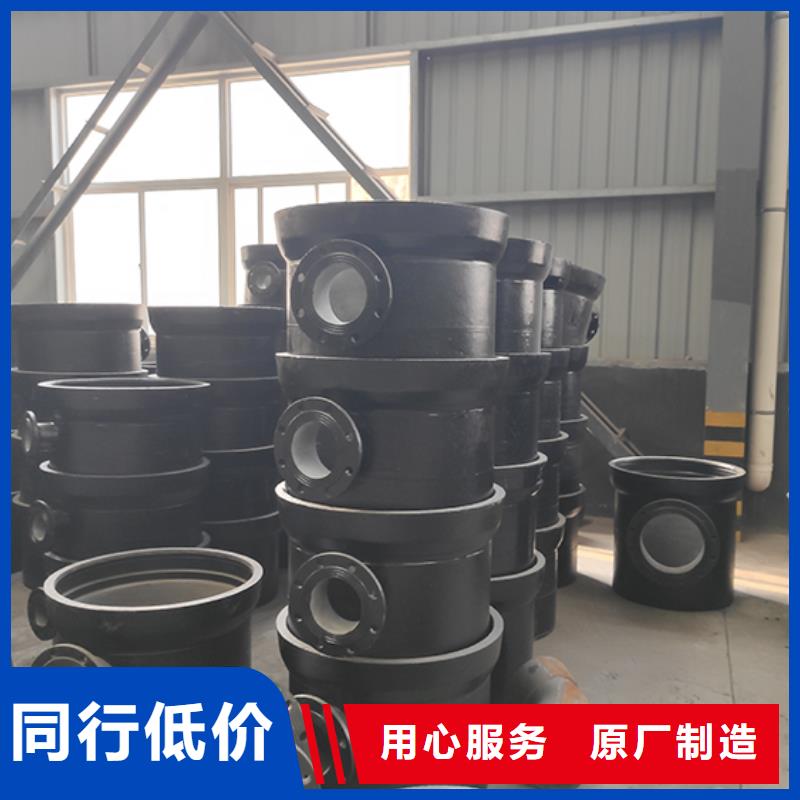
球墨鑄鐵管配件噴鋅工藝簡介:主要為壓鑄件,用于汽車、輕工等行業(yè),約占15%。許多鋅合金的加工性能都比較優(yōu)良,道次加工率可達(dá)60%-80%。中壓性能優(yōu)越,可進(jìn)行深拉延,并具有自潤滑性,延長了模具壽命,可用釬焊或電阻焊或電弧焊(需在氦氣中)進(jìn)行焊接,表面可進(jìn)行電鍍、涂漆處理,切削加工性能良好。在一定條件下具有優(yōu)越的超塑性能。 離心澆幬球墨管件簡介:離心球墨鑄鐵管采用代拉伏法水冷金屬型離心機(jī).Dg100 mm以下的鑄型采用封閉水套冷卻,Dg150rnm以上的鑄型都用雨淋式冷卻。 澆注時(shí)需在流植進(jìn)口端加入硅鈣合金作孕育處理,每次澆注完畢后,需要在鑄型內(nèi)表面用壓縮空氣噴涂一層薄薄的干硅鈣粉,離心機(jī)是一個(gè)由上下兩半部組成的密閉式殼體,支承鑄型的滾輪架安裝在殼體底部,鑄型前端套著齒圈,安裝在殼體底上的直流調(diào)速電機(jī)通過齒輪直接傳動(dòng)鑄型,殼休兩端鑄型通過處都裝有密封圈,殼體前端安裝著一個(gè)山氣缸翻動(dòng)的半環(huán)形聲全rae 離心機(jī)的殼體下面裝有輪子,以便在傾斜軌道上作往復(fù)運(yùn)動(dòng),離心機(jī)的往復(fù)移動(dòng)采用液壓裝置,壓力為9.65 x 105Pa. 其移動(dòng)速度通過溢流閥調(diào)節(jié),離心機(jī)的電纜和冷卻水進(jìn)出軟管一般固定在機(jī)器旁邊的柱子上,另一端接在殼體上,隨機(jī)一起移動(dòng)。離心機(jī)的生產(chǎn)規(guī)格一般是固定的,如果要在一臺(tái)離心機(jī)上生產(chǎn)幾種規(guī)格的管子,則需要更換扇形包,鐵水流植和支撐鑄型的滾輪架等。")
影響球墨鑄鐵管配件生產(chǎn)的7大因素: (1)碳當(dāng)量:鐵水碳當(dāng)量過高(尤其是高硅含量),使石墨球化的影響。試驗(yàn)表明,厚壁鑄件,當(dāng)碳當(dāng)量超過共晶成分是可能產(chǎn)生開花石墨。但增加的碳含量增加鐵水鎂回收率。因此,大多數(shù)高碳低硅生產(chǎn)的原則,通常硅含量在2%左右控制。此外,碳當(dāng)量,鑄件壁厚的選擇:當(dāng)管壁厚度為6.5?76毫米,碳當(dāng)量的4.35%至4.7%;壁厚>76毫米,碳當(dāng)量的4.3%到40.35%。 (2)硫:當(dāng)鐵液中的含硫量太高時(shí),硫與鎂和稀土生成硫化物,因其密度小而上浮到鐵液表面,而這些硫化物與空氣中的氧發(fā)生反應(yīng)生成硫,硫又回到鐵液,又重復(fù)上述過程,從而降低了鎂與稀土含量。當(dāng)鐵液中的硫大于0.1%時(shí),即使加入多量的球化劑,也不能使石墨完全球化。 (3)稀土與鎂:稀土與鎂含量過低時(shí),往往產(chǎn)生球化不良或球化衰退現(xiàn)象。一般工廠要求球化劑的加入量為1.8%~2.2%。 (4)壁厚:鑄件壁太厚也容易產(chǎn)生球化不良及衰退缺陷,主要是因?yàn)殍F液在鑄型中長時(shí)間處于液態(tài),鎂蒸汽上浮,造成鎂含量降低;共晶時(shí)大量石墨生成而釋放出的結(jié)晶潛熱使奧氏體殼重新熔化,石墨伸出殼外而畸形長大,形成非球狀石墨。 (5)溫度:若鐵液溫度過高,鐵液氧化嚴(yán)重,由于鎂與稀土易與氧化物產(chǎn)生還原反應(yīng),而使得鎂、稀土含量降低,同時(shí)高溫也將增加鎂的燒損和蒸發(fā);鐵液溫度太低,球化劑不能熔化和被鐵液吸收,而上浮至鐵液表面燃燒或被氧化。 (6)滯留時(shí)間:鐵液中鎂的含量是隨孕育處理后停留時(shí)間的增加而減少,其主要原因是因硫及鎂、稀土的氧化與蒸發(fā)造成的。一般情況下,滯留時(shí)間不超過20min。 (7)澆冒口:冒口設(shè)計(jì)是不合理的,將有施法時(shí)間太長,鐵水飛濺,以及空氣中的參與,因此,鎂,稀土氧化物是嚴(yán)重的。")
球墨鑄鐵管配件 閥桿材質(zhì),力求不銹鋼閥桿(2CR13),大口徑閥門也應(yīng)是不銹鋼嵌包的閥桿。螺母材質(zhì),采用鑄鋁黃銅或鑄鋁青銅,且硬度與強(qiáng)度均大于閥桿閥桿襯套材質(zhì),其硬度與強(qiáng)度均應(yīng)不大于閥桿,且在水浸泡狀況下與閥桿、閥體不形成電化學(xué)腐蝕。密封面的材質(zhì)①閥門類別不一,密封方式及材質(zhì)要求不一;②普通楔式閘閥,銅環(huán)的材質(zhì)、固定方式、研磨方式均應(yīng)說明;③軟密封閘閥,閥板襯膠材料的物理化學(xué)及衛(wèi)生檢測數(shù)據(jù);④蝶閥應(yīng)標(biāo)明閥體上密封面材質(zhì)及蝶板上密封面材質(zhì);它們的物理化學(xué)檢測數(shù)據(jù),特別是橡膠的衛(wèi)生要求、抗*老化性能、耐*磨性能;通常采用丁睛橡膠及三元乙丙橡膠等,嚴(yán)禁摻用再*生膠。")
球墨鑄鐵管配件具有優(yōu)*異的機(jī)械功用和外觀質(zhì)量,是引起給水管承載,超*級(jí)承壓才干,密封功用可靠,使給水管道靠近完*美,即便在凌亂的地形的鹽堿土,沼澤,沙漠 山坡平衡水分,也能出色完成任務(wù)模型的球墨鑄鐵管,具有抗凍才干的球墨鑄鐵管,只需沒有特*殊情況,底子不會(huì)出現(xiàn)裂紋和爆管。可是,某些地區(qū)的居民,建村小 直徑水管和位于打開的走廊里,雖然已經(jīng)在管外繞包絕緣材料,水和其他供水設(shè)備放在"冬天",但在氣溫驟降,還需要做好室內(nèi)和室外水設(shè)備防凍作業(yè)。球墨鑄鐵 與鑄鐵含石墨單體,是鑄鐵和石墨的混合物。通常鑄鐵石墨鱗片石墨的存在,強(qiáng)度低,所以有許多相當(dāng)于鐵皮空地,所以通常鑄鐵強(qiáng)度相對(duì)較低,更脆。球墨鑄鐵中 石墨球,相當(dāng)于鑄鐵存在許多球形空泛。球形空泛對(duì)鑄鐵強(qiáng)度的影響比片狀小空間,所以球墨鑄鐵的強(qiáng)度比通常鑄鐵強(qiáng)度高許多。(1)、扁鋼方向?yàn)槌兄?支撐)方向,按溝(井)寬留間隙定扁鋼長度L;(2)、按溝長排版,取符合加工模數(shù)的標(biāo)準(zhǔn)板寬995mm,板間留間隙5mm;(3)、溝(井)長余下不足1米部分靠模數(shù)定尺寸;(4)、根據(jù)溝(井)寬及承載要求選定鋼格柵板型號(hào)。(5)、建議選擇標(biāo)準(zhǔn)尺寸進(jìn)行設(shè)計(jì)施工,我公司可按用戶要求設(shè)計(jì)制作各種尺寸或具有其它功能。球墨鑄鐵篦子優(yōu)點(diǎn)外形美觀:線條簡捷,興縣井篦子,銀色外表,現(xiàn)代潮流。排水:漏水面積達(dá)83.3%,是鑄鐵的兩倍多;熱浸鍍鋅:防銹力強(qiáng),免維護(hù)及更換。防盜設(shè)計(jì):蓋與框用鉸聯(lián)接,防盜,,球墨井篦子,開啟方便;節(jié)省投資:大跨,混凝土井篦子,重載時(shí),比鑄鐵價(jià)低且節(jié)省被盜或壓碎更換的費(fèi)用。高強(qiáng)度:強(qiáng)度和韌性遠(yuǎn)高于鑄鐵,可用于碼頭,機(jī)場等大跨度和重載荷的環(huán)境。規(guī)格多:滿足不同環(huán)境、載荷、跨度、尺寸及形狀所需;施工簡單、重量輕、承載好、抗沖擊、寧彎勿折、排水量大、經(jīng)過熱浸鋅處理后美觀耐用,防腐,具有鑄鐵蓋板不可似的優(yōu)點(diǎn)。采用鉸鏈聯(lián)結(jié)或者采用鉤聯(lián)接等方式,便于開啟,并具防盜功能 。球墨鑄鐵管高鉻鑄鐵退火由于高鉻制品其鑄態(tài)硬度較高, 為改善工件的機(jī)械加工性能,球墨鑄鐵管的連接方法 所有毛坯必須進(jìn)行必要的軟化退火處理。具體工藝1 ,DN150球墨管 以壁厚不超過100mm且外形較復(fù)雜鑄件為例) 如下。首先將需處理工件在室溫下裝入熱處理爐, 然后隨爐緩慢升溫至400 ℃ 左右進(jìn)行保溫1 ~2h,球墨鑄鐵管廠家隨后將爐溫升至600 ℃再進(jìn)行保溫1 ~2h, 之后以不超過150 ℃/ h的溫升速度,球墨鑄鐵管的連接方法 將爐溫快速升至950 ℃后進(jìn)行2 ~3h 的保溫,DN150球墨管 也可采用較快速的退火工藝,DN150球墨管 待爐溫自然降至820 ℃ 左右, 此后可控制電爐以10 ~15 ℃/ h 的溫降速度將爐溫降至700 ~720 ℃, 并在此溫度保溫4 ~6h ( 工件越厚其保溫時(shí)間應(yīng)越長) 后停爐, 工件可視情況隨爐冷卻或出爐置于靜止的空氣中冷卻至室溫( 以獲得珠光體基體, 滿足性能要求, 便于切削加工) 。 球墨鑄鐵管高鉻鑄鐵具體生產(chǎn)中, 若所處理工件形狀較為簡單, 也可采用較快速的退火工藝, 即在溫升至950 ℃并保溫3h 后停爐, 之后可隨爐冷卻至400 ℃ 左右, 然后打開爐門, 繼續(xù)冷卻至300 ℃以下, 工件即可出爐空冷。")