



廠家")
廠家")
20#厚壁無(wú)縫鋼管管的遠(yuǎn)期市場(chǎng)近期疲軟的市場(chǎng)需
求和弱化作用,廠商業(yè)績(jī)不佳的心態(tài),除了略顯信
心不足,,20#厚壁鋼管價(jià)持續(xù)下跌在不久的將
來(lái),市場(chǎng)價(jià)格接近市場(chǎng)的平均成本線,財(cái)政壓力下
的制造商,一些運(yùn)倒資源。總的來(lái)說(shuō),目前鋼材產(chǎn)
量普遍為正,產(chǎn)能利用率仍維持在較高水平,市場(chǎng)
仍無(wú)法維持目前需求疲軟的價(jià)格。因此,多重壓力
的刺激下,預(yù)計(jì)短期內(nèi),市場(chǎng)價(jià)格20#厚壁鋼管管
或仍弱勢(shì)震蕩。
廠家")
廠家")
廠家")
厚壁無(wú)縫鋼管是一種具備空心橫截面、附近沒(méi)有接縫處的條形不銹鋼板材。有時(shí)候無(wú)縫管的表層在生產(chǎn)制造的全過(guò)程時(shí)會(huì)出現(xiàn)一些難題。下邊厚壁無(wú)縫鋼管生產(chǎn)廠家給大伙兒簡(jiǎn)易詳細(xì)介紹下。
厚壁無(wú)縫鋼管
1、圓度:環(huán)形橫截面的軋材,如園鋼和環(huán)形無(wú)縫鋼管的截面上,每個(gè)方位上的直徑不一的水平;
2、規(guī)格偏差:因?yàn)闆_壓模具不科學(xué)或生產(chǎn)制造不正確,擠壓成型加工工藝不善,磨具與擠壓成型筒錯(cuò)誤中,潤(rùn)化不科學(xué)等,造成金屬材料流動(dòng)性中各點(diǎn)水流量相距過(guò)大,進(jìn)而造成熱應(yīng)力導(dǎo)致鋁型材形變,或是因?yàn)轵?qū)動(dòng)力過(guò)大或拉申校直過(guò)多造成鋁型材規(guī)格誤差;
3、彎折度:軋件在長(zhǎng)短或總寬方位不豎直,呈曲線圖狀的水平;
4、長(zhǎng)刀彎:厚鋼板(或鋼鏈)的長(zhǎng)短方位在水準(zhǔn)表面向一邊彎折的狀況;
5、瓢曲度:厚鋼板(或鋼鏈)在長(zhǎng)短或總寬方位另外出現(xiàn)高矮波動(dòng)的波浪紋狀況,使其成為"瓢形"或"船形"的水平
6、脫方、脫矩:正方形、矩形框橫截面的原材料對(duì)邊不一或橫截面的直線不一;
7、扭曲:條型軋件沿縱軸擰成螺旋形;
8、拉痕(劃道):呈平行線溝狀,人眼可看到溝底遍布于不銹鋼板材的部分或總長(zhǎng)的狀況。
廠家")
廠家")
金海金屬材料有限公司長(zhǎng)期生產(chǎn)銷售: 湖北黃岡結(jié)構(gòu)無(wú)縫鋼管,我們崇尚團(tuán)隊(duì)合作、在合作中共贏;我們相互尊重,相互信任,相互支持;團(tuán)結(jié)就是力量 今天的我們還僅僅是一顆種子,需要每一位員工艱苦的付出與努力。創(chuàng)業(yè)維艱,為了建立公司的長(zhǎng)青基業(yè),今天我們統(tǒng)一思想,形成共識(shí)。我們?cè)概c我們的客戶唇齒相依、榮辱與共、風(fēng)雨同舟、共享豐盛。
廠家")
廠家")
廠家")
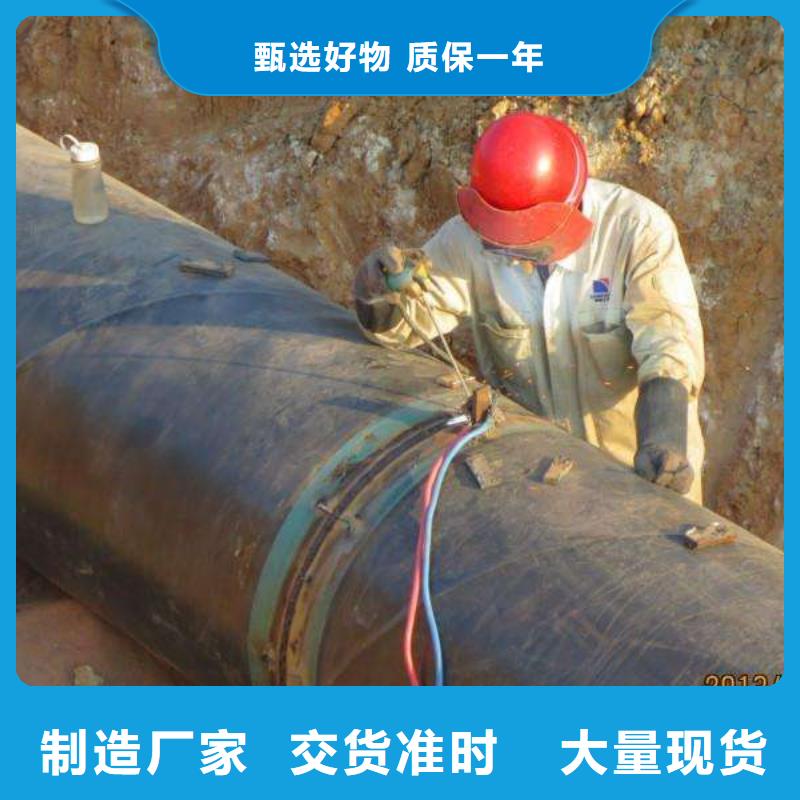
由于厚壁無(wú)縫鋼管所述現(xiàn)有專業(yè)技能存在的不足,的用意是出示一種直徑小、厚壁無(wú)縫鋼管長(zhǎng)細(xì),涂層能將厚壁無(wú)縫鋼管的內(nèi)、表面表面所有覆蓋(包含電焊焊接收的焊接)的復(fù)合型無(wú)縫鋼管,它的防護(hù)特性好于邦迪管和日本國(guó)滾鍍冷減徑管。
為抵達(dá)所述用意,的特性是以國(guó)內(nèi)合金鋼冷拉(軋)電焊焊接收或無(wú)縫管為管胚,采用化學(xué)鍍鎳或有機(jī)化學(xué)滾鍍鍍液,用鍍液泵使鍍液在管中產(chǎn)生流場(chǎng)流動(dòng)性循環(huán)系統(tǒng),將厚壁無(wú)縫鋼管內(nèi)腔表面所有勻稱鑲上鎳磷鋁合金或銅涂層。表面表面也能用所述鍍液獲得同樣的涂層,以便控制成本或獲得其他常見(jiàn)的金屬材料涂層,表面可采用國(guó)際慣例電鍍工藝分離按必須獲得銅、鎳、鉻、鋅或錫鉛等涂層。
將以電焊焊接收或無(wú)縫管為管胚(1)的無(wú)縫鋼管嵌入鍍槽A內(nèi),無(wú)縫鋼管的進(jìn)液端和出液端均用軟膠管對(duì)接,鍍液泵的漏液管放進(jìn)另一鍍槽B內(nèi),其出液管與無(wú)縫鋼管漏液端塑料軟管對(duì)接,無(wú)縫鋼管排液端塑料軟管也放進(jìn)B槽體,該槽鍍液采用含醋酸鈉的國(guó)際慣例酸堿性化學(xué)鍍鎳水溶液或偏堿滾鍍水溶液。啟動(dòng)鍍液泵,B槽體的鍍液經(jīng)泵注入無(wú)縫鋼管內(nèi)壁,使鍍液在厚壁無(wú)縫鋼管內(nèi)壁持續(xù)循環(huán)系統(tǒng)流動(dòng)性,將厚壁無(wú)縫鋼管內(nèi)腔表面很勻稱地鑲上5~8um鎳磷鋁合金涂層或銅涂層(2)。以便保證厚壁無(wú)縫鋼管內(nèi)腔表面能勻稱地鍍滿5~8um薄厚的涂層,在厚壁無(wú)縫鋼管進(jìn)液端安裝手動(dòng)閥和分流管,使厚壁無(wú)縫鋼管出液端鍍液的工作壓力******是維持在0.3~0.5kg/cm2范疇內(nèi)。B槽體鍍液的溫度維持在90℃上下。針對(duì)鎳磷鋁合金涂層,其含磷量一般為8~12%。表面需要的鍍液是裝在A槽體,表面涂層(3)可運(yùn)用國(guó)際慣例的電鍍工藝方法獲得。厚壁無(wú)縫鋼管以螺旋式行駛方式根據(jù)冷卻塔,進(jìn)到到可變性聚焦點(diǎn)輥筒II組,直到冷床,無(wú)論冷卻塔內(nèi)采用哪種制冷方式,厚壁無(wú)縫鋼管都以螺旋式行駛方式,維持長(zhǎng)短方位和圓上方位的勻稱制冷,避免厚壁無(wú)縫鋼管冷后坎坷狀況的產(chǎn)生;當(dāng)厚壁無(wú)縫鋼管徹底擺脫定徑機(jī)后的可變性聚焦點(diǎn)輥筒I組,根據(jù)電氣元器件操縱,可變性聚焦點(diǎn)輥筒I組的輥筒軸線修復(fù)與軋線豎直,接事后的厚壁無(wú)縫鋼管,從全過(guò)程1開(kāi)始,依次反復(fù)所述加工工藝全過(guò)程。若終止線上制冷加工工藝,兩個(gè)可變性聚焦點(diǎn)輥筒組校準(zhǔn),可變性聚焦點(diǎn)輥筒組的輥筒軸線與軋線維持豎直,即是國(guó)際慣例生產(chǎn)制造方式。
