



想要深入了解cr12mov模具熱處理加工質保一年產品的獨特之處嗎?我們的視頻將帶您踏上一段探尋之旅,從設計理念的誕生到精湛工藝的呈現,讓您感受產品的魅力與品質。
以下是:cr12mov模具熱處理加工質保一年的圖文介紹

炬晟特鋼堅持走 湖北黃岡模具熱處理的高科技化道路,在技術、機制、管理上不斷的持續改進和創新,使公司始終走在 湖北黃岡模具熱處理市場的前沿。
企業宗旨:科技創新品 恒心塑品牌
質量方針:創新拼搏 誠信
服務宗旨:快速響應 服務至上
員工價值觀:有企業才有自我,有奉獻才有收獲 有事業才有價值,有拼搏才有快樂
企訓:創業難,需要百倍的付出 守業難,需要百倍的精心 拓業難,需要百倍的堅強


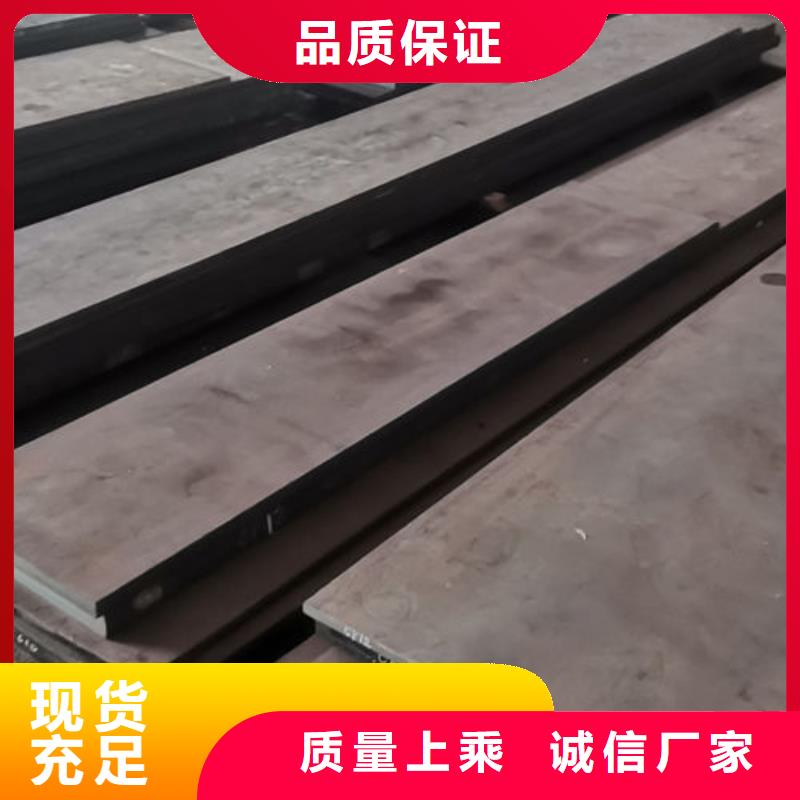
cr12mov型鋼含有很高的C和Cr,導熱性很差,加熱速度要緩慢均勻,大鍛件必須采用預熱加熱或以階梯加熱方式控制加熱速度,鋼件在爐膛的位置適當,有時還要反復翻轉,以使受熱盡量均勻。 1. 鍛造溫度 Cr12型鋼鍛造加熱溫度為1100~1150℃,始鍛溫度為1060~1080℃,終鍛溫度為900~850℃。由于其鍛造溫度范圍窄,除小鍛件外,一般均需兩火以上,到達終鍛溫度時,應立即入爐,進行二火加熱。 2.鍛造工藝方法 2.1 “兩輕一重”打法 即坯料溫度高于1050℃時輕打,在1050~900℃重打,低于900℃時輕打。這種方法可避免出現裂紋和鍛“酥”,因為高溫時,鋼的基體塑性很好,重打雖可加速成形而不易打裂,但難以將Cm打碎;低溫時重打會造成開裂或打“酥”,在1050℃~900℃時,基體強、硬度較高,于此范圍重打,易獲得Cm碎化均勻的效果。 2.2 鍛造比 鍛造比大于3,若Cm偏析嚴重,則應使鍛比大于6。初鍛時,控制變形量每次不超過5%,這樣可使外圍得到輕度變形,并鍛合內部缺陷,以提高塑性。為防止鍛裂,鍛造時還應注意棱角處的溫度不低于800℃,有工廠還將砧鐵等工具預熱到150~400℃,忌用冷砧、冷鉗與熱鍛件接觸,因接觸部位易出現裂紋。



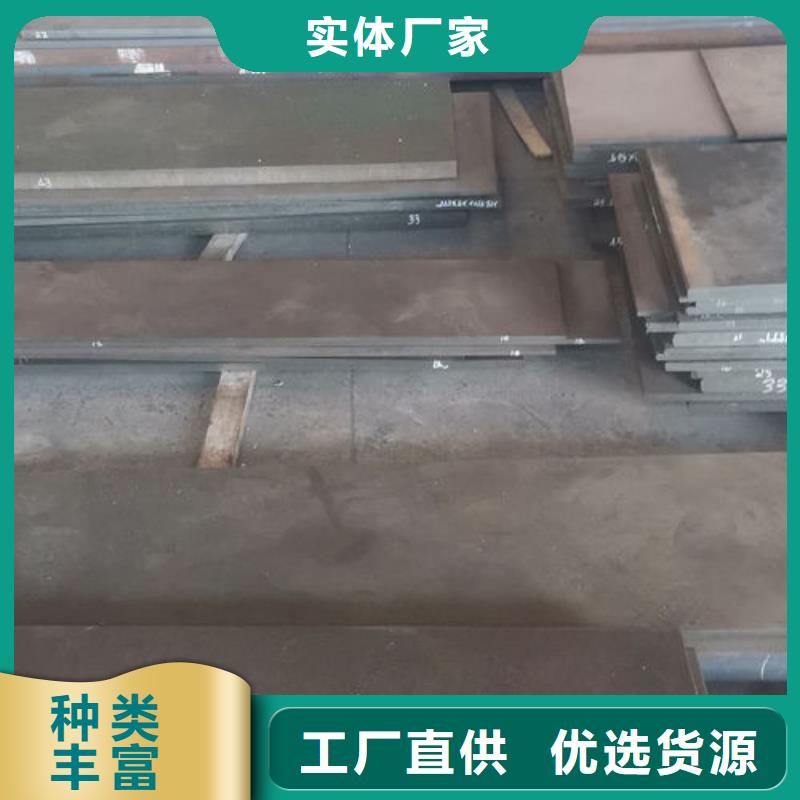
cr12mov鋼的淬火 你鋼或合金鋼工工件加熱到臨界點( Ac ,或 Ac ,)以上某一溫度,保溫一定時間,使鋼日織全部或大部分奧氏體化,以適當方式冷卻獲得馬氏體或貝氏體組織的熱處理工藝 稱為淬火。 1)淬火的主要目的是把奧氏體化的鋼淬成馬氏體(或貝氏體),以提高鋼的硬度、庭和耐磨性,然后與不問的回火溫度相配合,獲得所需要的組織以滿足零件的使用 生能。 2)淬火是模具鋼或模具零件強化的主要手段,即終熱處理。但是,模具鋼一船是以退火狀態交貨的,甚全少數鋼種允許不熱處理(軋制狀態)交貨,所以鋼廠一船不進行淬火、回火處理。目從模具鋼精品化,易切削鋼、非調質鋼以及預硬型模具鋼 推廣應用以來,鋼廠也進行鋼的終熱處理。 1.鋼的淬火加熱 (1)淬火加熱溫度的選擇 模具零件淬火加熱溫度主要取決于鋼的化學成分,結合具體的工藝因素進行確定。 1)亞共析鋼的淬火加熱溫度一般為 Acg 以上30~50℃。這是為了得到細晶粒的奧氏體,以便淬火后獲得細小的馬氏體組織。如果加熱溫度過高,則鋼的氧化脫碳嚴重奧氏體晶粒粗化,淬火后馬氏體組織粗大,使鋼的性能脆化,而且在淬火冷卻時很容易
