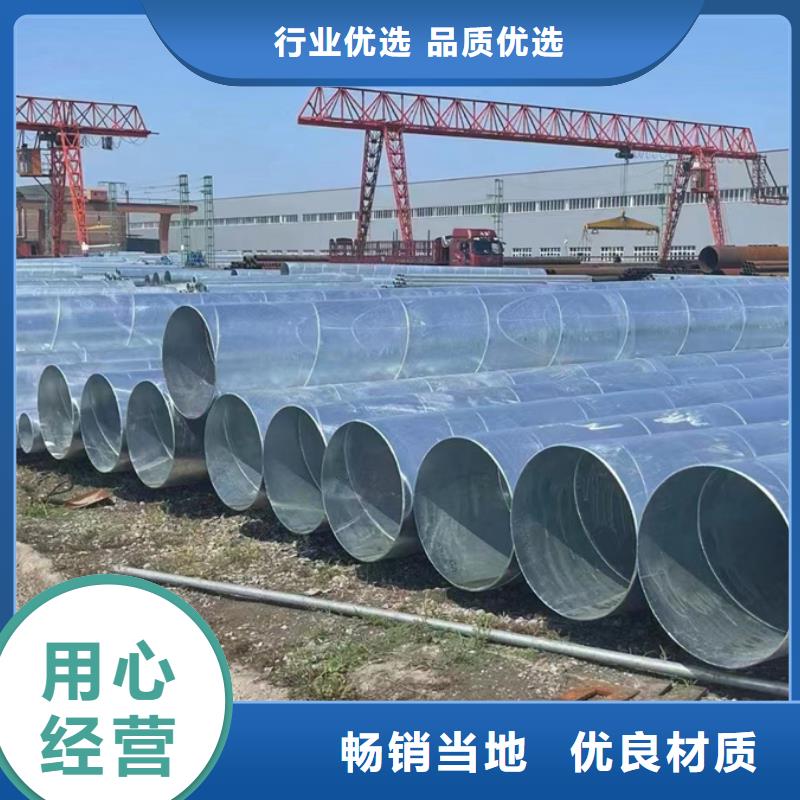






懷化螺旋管的制作工藝都有哪些:
懷化螺旋管原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置,來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機,進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。
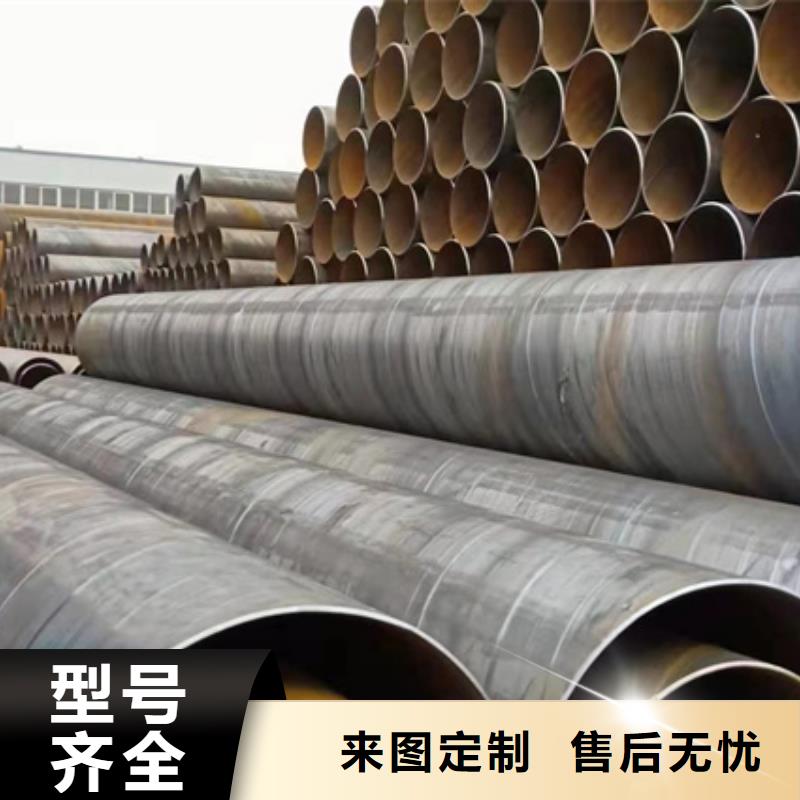
懷化螺旋管焊完的焊縫均經過,在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。

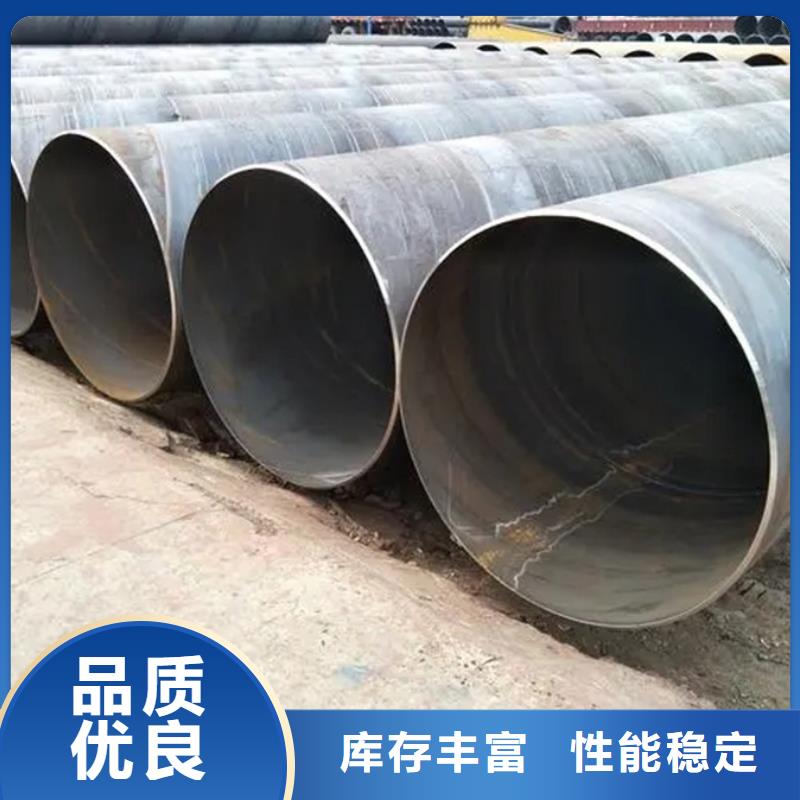
懷化螺旋管的生產工藝形式分析:
螺旋管采用螺旋成型器成型,它可分為上卷成型和下卷成型兩種。日前螺旋管的成型器結構形式歸納起來有三種基本形式:
套筒式螺旋成型器:只適用于小口徑焊管的成型。它造價低,操作容易。
輥式螺旋成刪器:輥式成型器是根據三輥彎板機工作原理制成,這種成型器與帶鋼的接觸面呈滾動摩擦,阻力小、工具壽命長,對產品表面幾乎無擦傷。
芯棒螺旋成型器:這種成型器適合于小直徑、薄壁優越的螺旋管的成型。但鋼管內表面可能因摩擦而被擦傷。
懷化螺旋管在夏季下線后需要注意的問題:
1、懷化螺旋管下線后應擺放在平整的地方,平擺開,不要互相擠壓式擺放,如需擠壓式擺放至少要間隔24小時,等PE層完全附著到鋼管外壁才可以。
2、懷化螺旋管下線后不要被雨淋,雨淋后容易導致管接口滲水。

(7)懷化螺旋管內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。
(8)懷化螺旋管焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。
(9)懷化螺旋管采用空氣等離子切割機將鋼管切成單根。
(10)懷化螺旋管切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
(11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。
(12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。

懷化螺旋管為您解析為什么在核燃料再處理的過程中要用到螺旋管?
懷化螺旋管將反應堆用管的乏燃料或將生產堆照輻的核燃料,經化學處理分離U和Pu,并將危險的核分裂生成物,分離的化學加工過程稱核燃料再處理。核燃料再處理,當前成熟的工藝是水法,其回收過程由燃料元件脫殼、燃料溶解和燃料分離和回收三部分組成。然后一部分的材料問題,可參加鈾的精制部分。在前兩部分,其工藝介質具有強烈的腐蝕性,因此,核燃料后處理工廠的裝置和管線、泵、閥門幾乎是由螺旋管,和耐蝕合金堆砌而成。
懷化螺旋管燃料芯的溶解,通常采用與脫殼相同,或相似的溶液進行溶解。在溶解金屬鈾、氧化鈾和鈾鋁燃料時,廣泛使用硝酸,溶解器材料一般使用0Cr23Ni13Nb,00Cr19Ni10和Car-penter20合金。

