








公司是國內較早生產各種材質規格不銹鋼板,不銹鋼管,不銹鋼角鋼,不銹鋼槽鋼,304不銹鋼扁鋼,304不銹鋼槽鋼,不銹鋼型材、不銹鋼扁鋼,不銹鋼棒,不銹鋼圓鋼,不銹鋼帶的企業。主營產品有:不銹鋼板,不銹鋼管,304不銹鋼板,316L不銹鋼板,304不銹鋼帶、321不銹鋼冷軋帶、201精密不銹鋼帶、進口304不銹鋼帶等。公司擁有進口的二十輥高精度軋機、張力彎曲矯平機、連續光亮退火爐和精密剪切機等設備。并引進日本、美國的高新生產技術。可以生產薄至0.01毫米至3毫米、寬度1500毫米以下的不同寬度、厚度的精密不銹鋼帶,產品包括各種牌號、硬度級別、表面狀態或特殊要求的超薄、超平、超硬不銹鋼帶材。
不銹鋼產品材質: 1Cr17Ni7(301)、0Cr18Ni9(304)、1Cr18Ni9Ti(321)、201、304、304LN、316、316L、316LN、321、309S、310S、 317L、904L、409L、 0Cr13、1Cr13、2Cr13、3Cr13不銹鋼管、不銹鋼板等不銹鋼系列產品。 不銹鋼帶產品材質: SUS301(1Cr17Ni17)、SUS304(0cr18Ni9)、SUS304L(00Cr19Ni10)、SUS316L(00Cr17Ni14Mo2)、SUS321(1Cr18Ni9Ti)、SUS310S(0Cr25Ni20)、SUS201(1Cr17Mn6Ni5N)、SUS202(1Cr18Mn8Ni5N)、SUS410(1Cr13)、SUS420(3C13)、SUS430(1Cr17)、17-7PH(0Cr17Ni7AL)、17-4PH(0Cr17Ni4Cn4Nb)、15-7Mo(0Cr15Ni7MoAL)。
公司能根據客戶要求,以極具競爭力的價格,及時的供貨,完善的售后服務,為客戶提供國際優質的不銹鋼產品。其產品能滿足電子電器、汽車零部件、醫療器械、建筑裝飾、精密模具、彈簧彈片、石油化工、廚房餐具、五金制品、機械制造、航空航天、鋼鐵、電力等行業各種用途的需求。

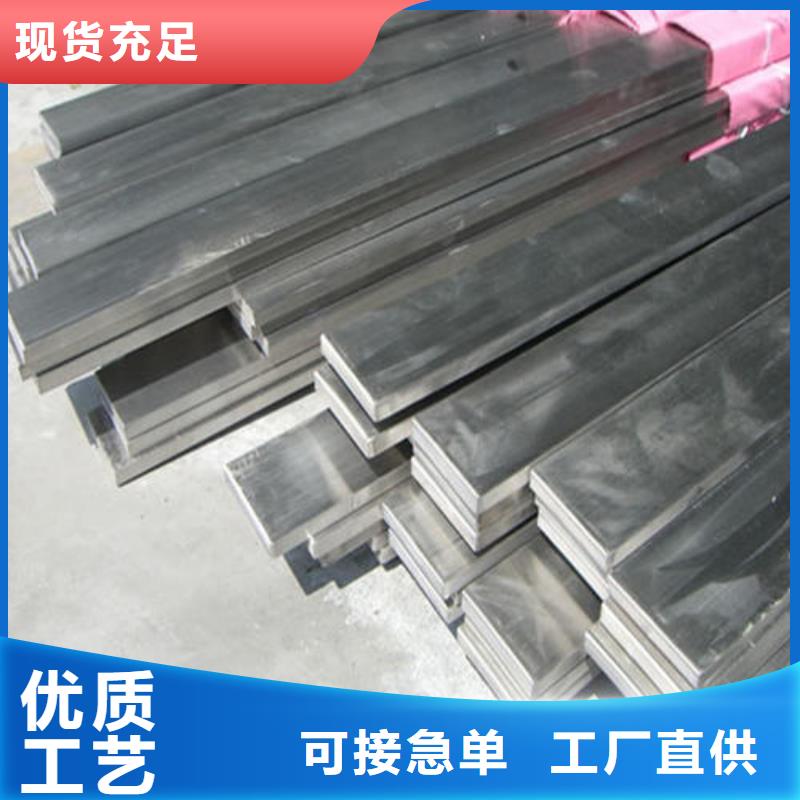
無錫不銹鋼角鋼廠不銹鋼角鋼不銹鋼型材、不銹鋼槽鋼304不銹鋼槽鋼無錫不銹鋼角鋼316L不銹鋼角鋼不銹鋼扁鋼不銹鋼工字鋼316L不銹鋼槽鋼不銹鋼角鋼執行標準: 不銹鋼角鋼執行標準主要分為等邊bai不銹鋼角鋼和不等邊不銹鋼角鋼兩類,其中不等邊不銹鋼角鋼又可分為不等邊等厚及不等邊不等厚兩種。
不銹鋼角鋼執行標準規格用邊長和邊厚的尺寸表示。目前國產不銹鋼角鋼規格為2—20號,以邊長的厘米數為號數,同一號不銹鋼角鋼常有2—7種不同的邊厚。進口不銹鋼角鋼標明兩邊的實際尺寸及邊厚并注明相關標準。一般邊長12.5cm以上的為大型不銹鋼角鋼,12.5cm—5cm之間的為中型不銹鋼角鋼,邊長5cm以下的為小型不銹鋼角鋼。
進出口不銹鋼角鋼的定貨一般以使用中所要求的規格為主,其鋼號為相應的碳結鋼鋼號。也即不銹鋼角鋼除了規格號之外,沒有特定的成分和性能系列。
不銹鋼角鋼的交貨長度分定尺、倍尺兩種,國產不銹鋼角鋼的定尺選擇范圍根據規格號的不同有3—9m、4—12m、4—19m、6—19m四個范圍。日本產不銹鋼角鋼的長度選擇范圍為6—15m。
不等邊不銹鋼角鋼的截面高度按不等邊不銹鋼角鋼的長邊寬來計算。
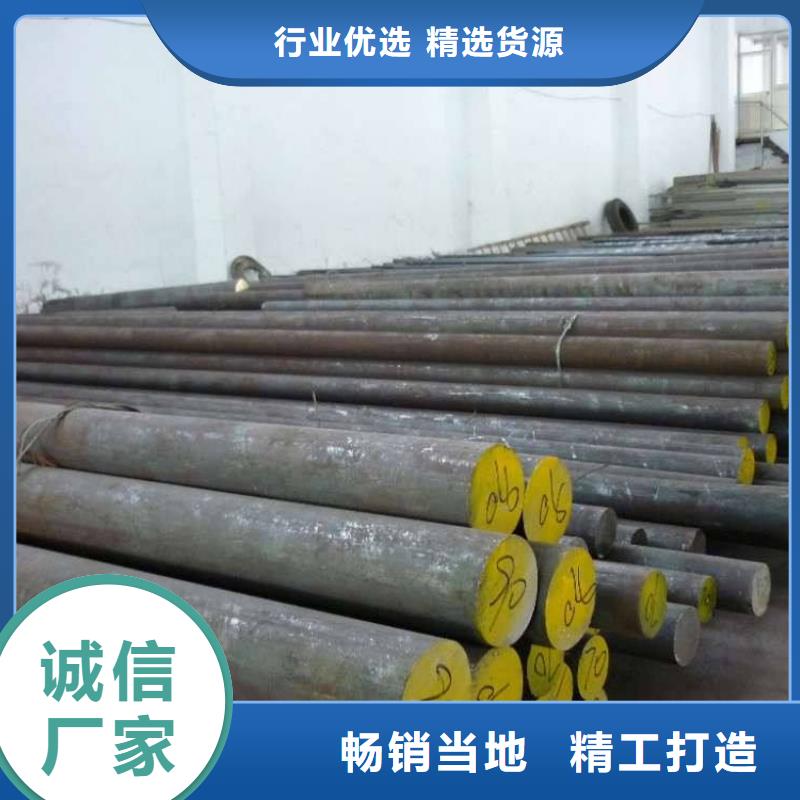
不銹鋼研磨棒生產工藝良好,主要是鉻鎳奧氏體不銹鋼,采用生產特定鋼的常規手段可以順利地生產出不同常用規格的研磨棒及鍛件和鑄件。這里介紹一下不銹鋼研磨棒的精度要求。
1、幾何形狀精度:研磨棒的幾何形狀精度主要是指軸頸、外錐面、莫氏錐孔等的圓度、圓柱度等,一般應將其公差限制在尺寸公差范圍內。對精度要求較高的內外圓表面,應在圖紙上標注其允許偏差。
2、相互位置精度:不銹鋼型材的位置精度要求主要是由軸在機械中的位置和功用決定的。通常應保障裝配傳動件的軸頸對支承軸頸的同軸度要求,否則會影響傳動件(齒輪等)的傳動精度,并產生噪聲。普通精度的軸。
3、尺寸精度:起支承作用的軸頸為了確定軸的位置,通常對其尺寸精度要求較高(IT5-IT7)。裝配傳動件的軸頸尺寸精度一般要求較低(IT6-IT9)。

怎樣使不銹鋼光圓表面呈酸白色?
在生產不銹鋼光圓后,一般都會進行一個程序,那就是“酸洗”,酸洗對于不銹鋼光圓而言可以去除表面污染污漬。使得不銹鋼光圓生產完成后表面是酸白色。
不銹鋼表面稍有銹跡或者其他臟東西不好洗去時怎么辦呢?你可以考慮用酸冼的工藝來清洗掉不銹鋼表面的輕微銹跡而不破壞不銹鋼表面的那層氧化膜或不銹鋼其他的基體,不銹鋼光圓表面的污物也可以消失,不銹鋼表面達到凈化。
要想在對不銹鋼用化學物品進行清洗時依然不會破壞到不銹鋼的性能,你可以利用鈍化的工藝來使不銹鋼表面形成一種致密的氧化膜或氧的吸附層來阻止化學物品與不銹鋼的金屬基體發展學復試的反應,從而增加了表面耐腐蝕的性能。
對不銹鋼型材表面進行酸冼前要做的準備工作有:酸洗、鈍化前須將管件表的焊接藥皮、飛濺、毛刺、污物等清理干凈。表面要用汽油或其他有機溶劑擦拭干凈。如果是大面積的污物則可以用蒸汽或3-5%的燒堿溶液清洗,然后用清水沖洗干凈、涼干。注意所使用清水CL-濃度不得大于25mg/l。

