




江蘇省淮安江蘇省淮安不銹鋼珩磨管 <淮安>九冶管業(yè)有限公司
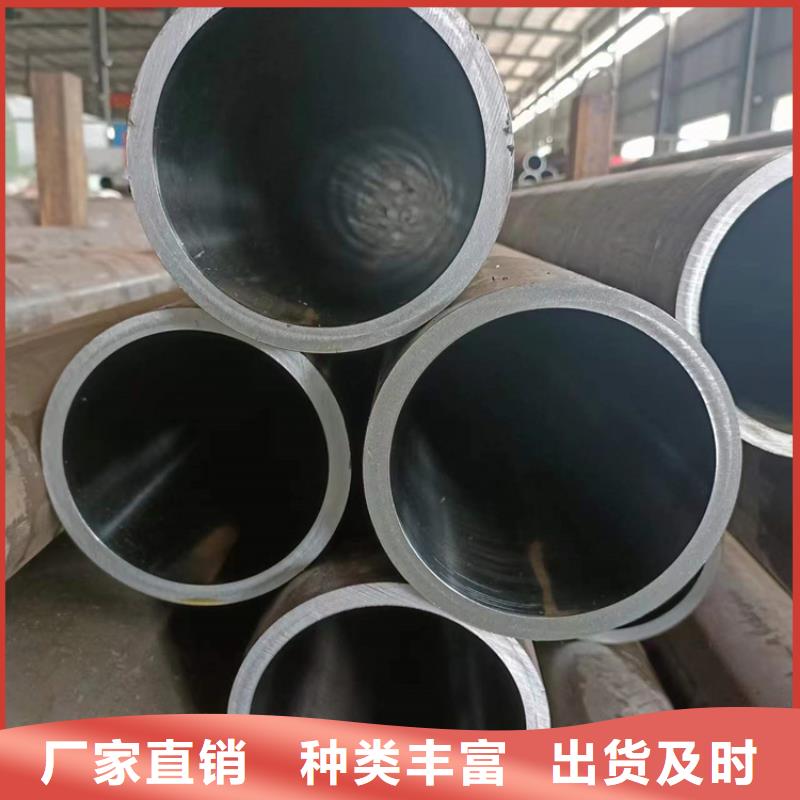
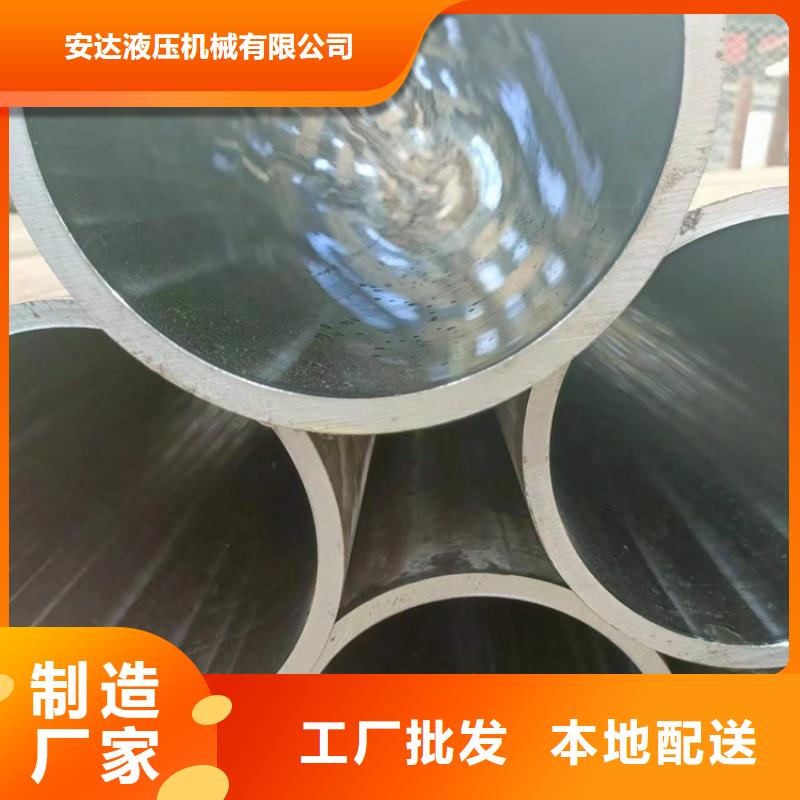
厚壁油缸管采用滾壓加工,由于表面層留有表面殘余壓應(yīng)力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴(kuò)展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴(kuò)大,因而提高絎磨管疲勞強(qiáng)度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了厚壁油缸管內(nèi)壁的耐磨性,同時(shí)避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質(zhì)薄壁氣缸管內(nèi)表面磨損處理方法 薄壁氣缸管存在較深縱向拉痕的,按照實(shí)物進(jìn)行測繪,由專業(yè)生產(chǎn)廠俺珩磨管制造工藝重新生產(chǎn)進(jìn)行更換,近資料顯示,可運(yùn)用TS311減磨修補(bǔ)修復(fù)珩磨管。

小口徑絎磨管磨管尺寸偏差的計(jì)算方法1.小口徑珩磨管檢查臺(tái)作用在成品檢查臺(tái)上,對稱品合金鋼管要逐支進(jìn)行管徑、壁厚的測量,精密管,同時(shí)進(jìn)行內(nèi)外表面質(zhì)量的檢查。2.小口徑珩磨管尺寸偏差的計(jì)算方法—小口徑珩磨管外徑偏差的計(jì)算正偏差=(D 大-D 公)/D 公×負(fù)偏差=(D 小-D 公)/D 公×外徑公差范圍=正偏差+負(fù)偏差3.小口徑珩磨管壁厚偏差計(jì)算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×負(fù)偏差(-△S)= 壁厚公差范圍=正偏差+負(fù)偏差

精密絎磨管現(xiàn)貨價(jià)格同比去年低位運(yùn)行 情況下且波段的行情較少呈現(xiàn)窄幅震蕩;受汽車產(chǎn)業(yè)鏈需求周期性減弱的影響,精密絎磨管鋼廠出現(xiàn)主動(dòng)減產(chǎn)的行為,使得供需基本面仍得以勉強(qiáng)維持,總庫存也表現(xiàn)出不斷下降的趨勢,商家?guī)齑鎵毫ι锌桑簧习肽晔軣崂鋬r(jià)差縮小的因素,精密絎磨管廠高成本低利潤的情況下,給到貿(mào)易商的結(jié)算價(jià)亦不到位,生產(chǎn)與流通端效益均不佳。對于十一長假后的市場行情判斷,筆者認(rèn)為:節(jié)后精密絎磨管價(jià)格一開始或有短期需求釋放的支撐,而需求雖小幅回暖但仍不穩(wěn)定;另外對主要冷軋商品卷生產(chǎn)企業(yè)的調(diào)研來看,10月份供應(yīng)雖然不明顯增加但也沒減量;因此中長期還是認(rèn)為冷軋供需基本面未完全改善,冷軋現(xiàn)貨價(jià)格或仍小幅承壓。
江蘇省淮安江蘇省淮安不銹鋼珩磨管