




單元法蘭
a、螺紋法蘭
b、焊接法蘭 對焊法蘭
帶頸平焊法蘭 帶頸承插焊法蘭板式平焊法蘭
c、松套法蘭對焊環松套帶頸法蘭 對焊環松套板式法蘭 平焊環松套板式法蘭 板式翻過松套法蘭
d、法蘭蓋(盲孔法蘭)
e、旋轉法蘭
f、錨固法蘭
g、堆焊/覆焊法蘭
4) 法蘭密封面:平面、凹面、凹凸面、榫槽面、環連接面
1、 DIN標準
1) 常用壓力等級:PN6,PN10,PN16,PN25,PN40,PN64,PN100,PN160,PN250
2) 法蘭密封面: raised face DIN2526C 突面法蘭 grooued acc. DIN2512N 榫槽面
2、 ANSI標準
1) 常用壓力等級:CL150,CL300,CL600,CL900,CL1500
2) 法蘭密封面:ANSI B 16.5 RF flanges 突面法蘭 (RF)、全平面法蘭(FF)
3、 JIS標準:不常用
1) 常用壓力等級:5K ,10K,20K
板式平焊法蘭
帶頸平焊法蘭
帶頸對焊法蘭
承插焊法蘭
螺紋法蘭
法蘭蓋
盲板
帶頸對焊環松套法蘭
平焊環松套法蘭
環槽面法蘭及法蘭蓋
大直徑平板法蘭
大直徑高頸法蘭
八字盲板
對焊環松套法蘭
旋轉法蘭
錨固法蘭
堆焊/覆焊法蘭
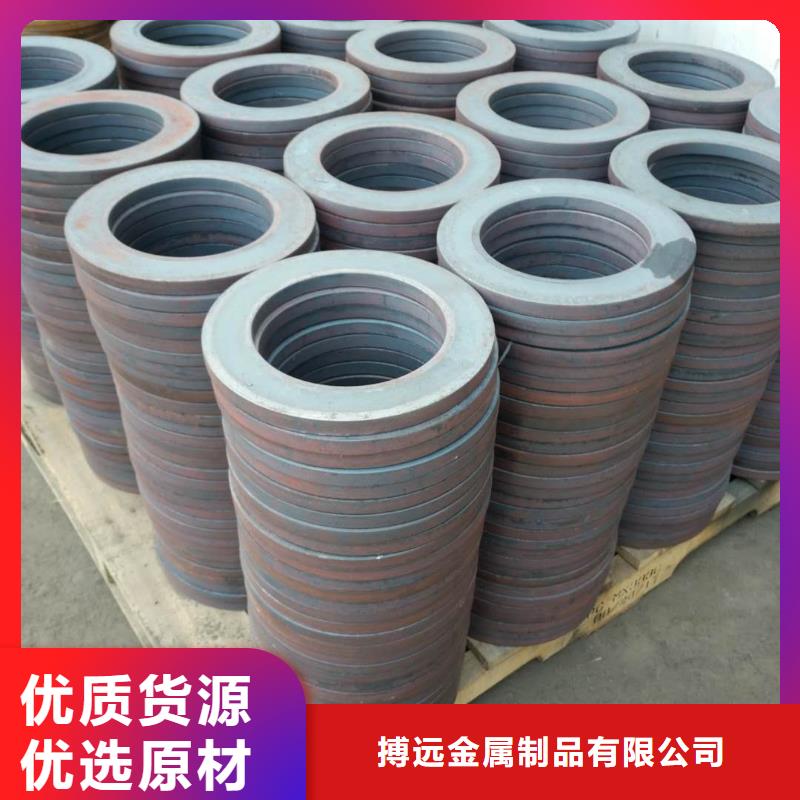
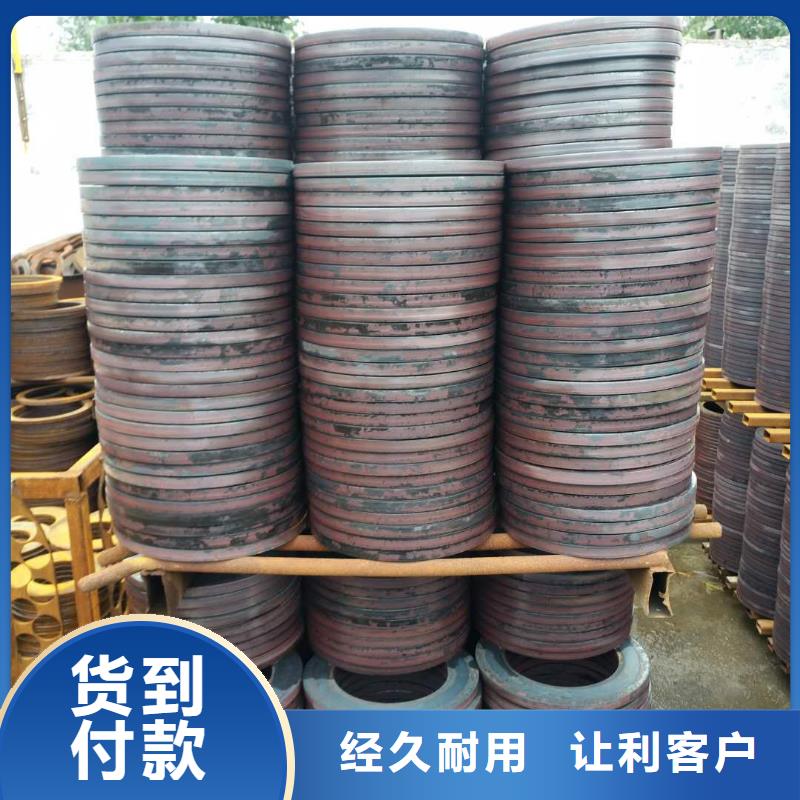
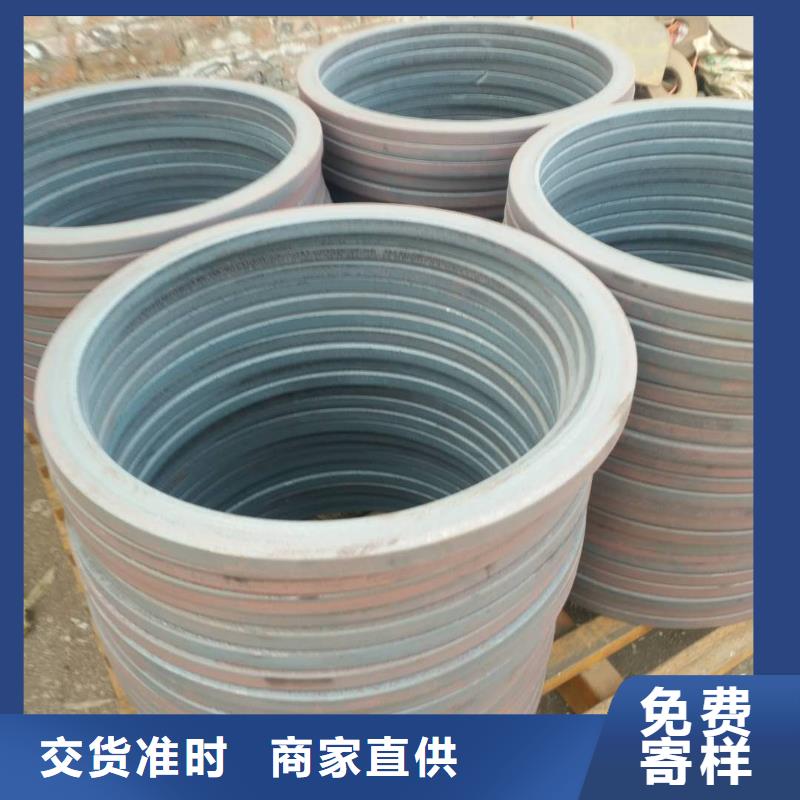
法蘭(flange)連接就是把兩個管道、管件或器材,先各自固定在一個法蘭盤上,兩個法蘭盤之間,加上法蘭墊,用螺栓緊固在一起,完成了連接。有的管件和器材已經自帶法蘭盤,也是屬于法蘭連接。法蘭連接是管道施工的重要連接方式。
法蘭連接使用方便,能夠承受較大的壓力。 在工業管道中,法蘭連接的使用十分廣泛。在家庭內,管道



搏遠金屬制品有限公司主營產品: 云南紅河大口徑法蘭毛坯等。我公司以合理的價格、周到的售后服務贏得了市場的信譽。我公司始終將客戶的利益放在前面,深知我們的成功取決于您的成功與發展,并把這一理念貫穿于本公司從設計到售后服務的每一個環節,使我們的產品能夠幫助客戶提高公司效益,降低成本。我們的銷售和設計人員會仔細聆聽您的要求和需要,根據您的要求和需要進行設計和制造,幫助您獲得滿意的產品。誠摯歡迎新老朋友前來參觀考察指導合作,發揮各自優勢,攜手共進,再創輝煌!


化工部法蘭屬于化工法蘭標準體系。是化工部法蘭(又稱HG法蘭)的其中一種表現形式,國內設備或管道上應用廣泛的法蘭之一。
化工部法蘭標準應用體系
◆法蘭標準:同時包含歐式法蘭和美式法蘭
1)歐式法蘭:(HG20592~HG20605)
壓力等級:PN 0.25、0.6、1.0、1.6、2.5、4.0、6.3、10.0、16.0、25.0等10個等級
公稱直徑:DN10~DN2000mm
法蘭型式:板式平焊、帶頸平焊、帶頸對焊、整體式、承插焊、螺紋、對焊環松套、平焊環松套、法蘭蓋、襯里法蘭等10種
密封面型式:突面、凹凸面、榫槽面、環連接面、全平面等5種。
※它可以與JB閥門配套使用。
2)美式法蘭標準(HG20615-HG20626)
公稱壓力:PN2.0、PN5.0、PN11.0、PN15.0、PN26.0和PN42.0 6個壓力等級
公稱直徑: DN15~DN1500
法蘭型式: 帶頸平焊、帶頸對焊、整體法蘭、承插焊、螺紋、松套等6種,
密封面型式: 突面、凹凸面、榫槽面、環連接面、全平面等5種型式。
※化工行業壓力管道應用標準體系也是一個相對比較完整的標準體系,而且經歷了若干年的生產實踐檢驗,具有成熟的使用經驗。由于它同時具有"大外徑系列"和"小外徑系列"、"歐式法蘭"和"美式法蘭"兩個系列,故其使用面比較廣,它既可以與國外的ANSI、DIN、ISO等標準配合使用,又可以與國內的GB、SH、JB等標準配合使用。
◆化工行業應用標準體系中的常用標準
HG20592~20605 鋼制管法蘭(歐洲體系)
HG20615~20626 鋼制管法蘭(美洲體系)
HG20606~20612 鋼制管法蘭用墊片(歐洲體系)
HG20627~20633 鋼制管法蘭用墊片(美洲體系)



2、加熱(含回火):加熱設備主要單室爐、推桿爐和臺式退火爐,所有加熱爐均采用天然氣做燃料,鋼錠的加熱溫度一般在1150℃~1240℃,冷鋼錠的加熱時間1~5小時左右,熱鋼錠的加熱時間則是冷鋼錠加熱時間的一半,加熱后的鋼錠進入鍛造工序。
3、鍛造:被加熱至1150~1240℃左右鋼錠從加熱爐中取出,然后由操作機放入空氣錘或電液錘,根據鋼錠的大小和鍛造比要求進行相應的墩粗,拔長等工藝,實時監測鍛件尺寸,并通過紅外測溫儀控制鍛造溫度。
4、檢驗:對鍛件毛坯進行初步檢驗,主要是外觀和尺寸的檢驗。外觀方面主要檢驗是否存在裂紋等缺陷,尺寸方面必須保證毛坯余量在圖紙要求范圍內,并做好記錄。
5、熱處理:將鍛件加熱到預定溫度,保溫一定時間,然后以預定的速度冷卻,以改善鍛件內部組織和性能的一種綜合工藝。其目的是內應力,防止在機械加工時變形,調整硬度使鍛件利于切削加工。經過熱處理后的鋼錠,根據材質的要求對鋼錠進行空冷或水冷、淬火處理。
6、粗加工:鍛件基本成型后根據產品需求加工成各種不同規格的鍛件。
7、超聲波探傷:鍛件冷卻結束后溫度降到20℃左右進行超聲波探傷達到國標Ⅰ,Ⅱ,Ⅲ等標準和表面缺陷的檢驗。
