







而立式珩磨機的主軸工作行程較短,適用于珩磨缸體和箱體孔等,鑲嵌有油石的珩磨頭由豎直安置的主軸帶動旋轉,同時在液壓裝置的驅動下作垂直往復進給運動,從而完成對珩磨管的加工。現在大部分的珩磨機都是半自動的,常帶有自動測量裝置,還可納入自動生產線工作。除加工孔的珩磨機外,還有加工其他表面的外圓珩磨機、軸承滾道珩磨機、平面珩磨機和曲面珩磨機等。不管是哪一款珩磨設備,操作時都要檢查它的潤滑部位,特別是變速箱,看是否有潤滑油。如果沒有油,就得向所有的注油孔內注油。同時還要檢查冷卻液是否清潔,冷卻液要定期清理,不允許使用污濁不堪的冷卻液。
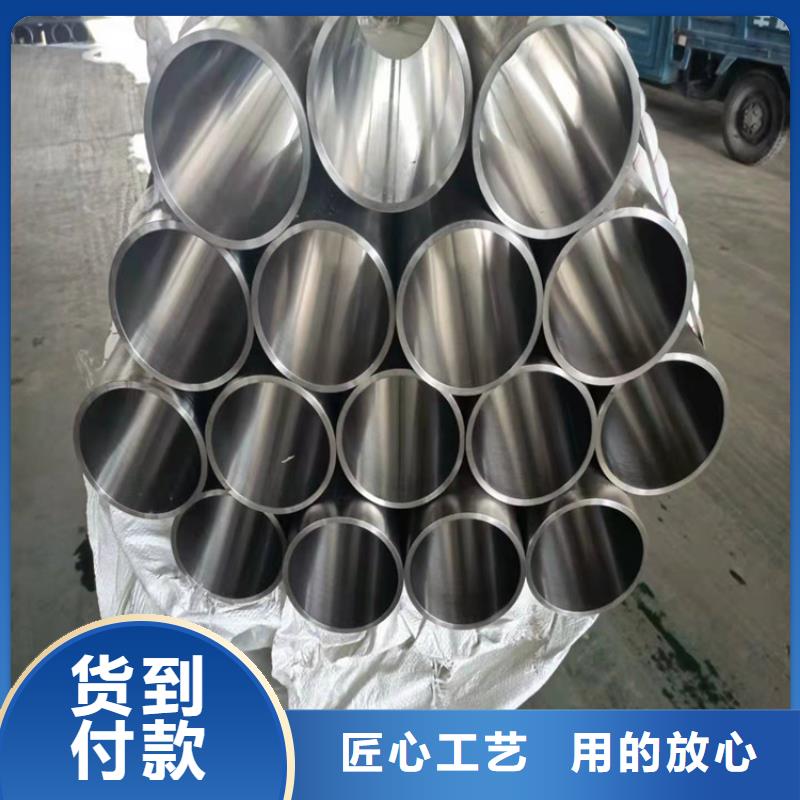
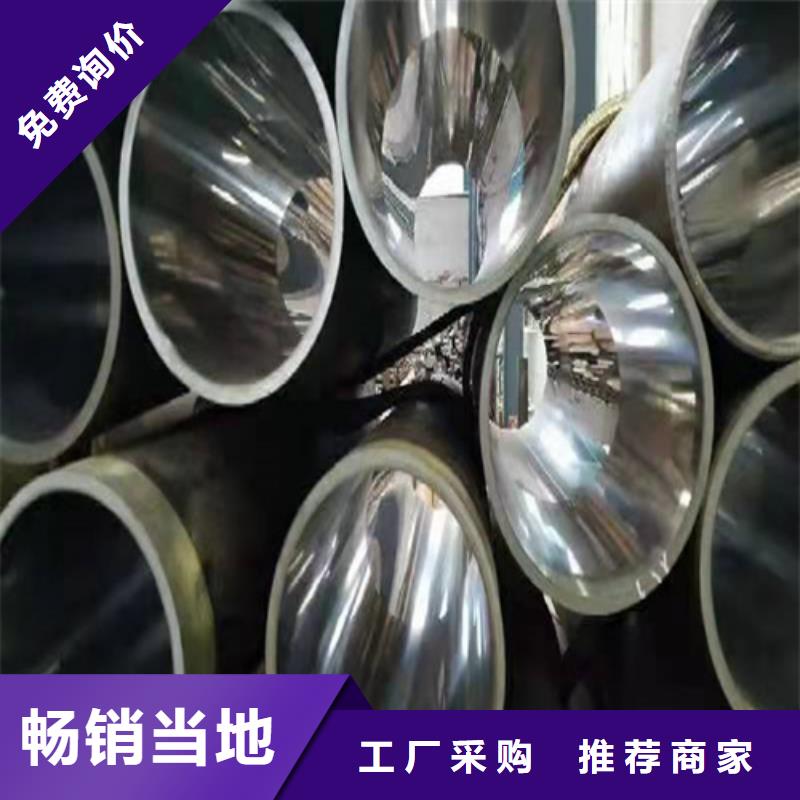
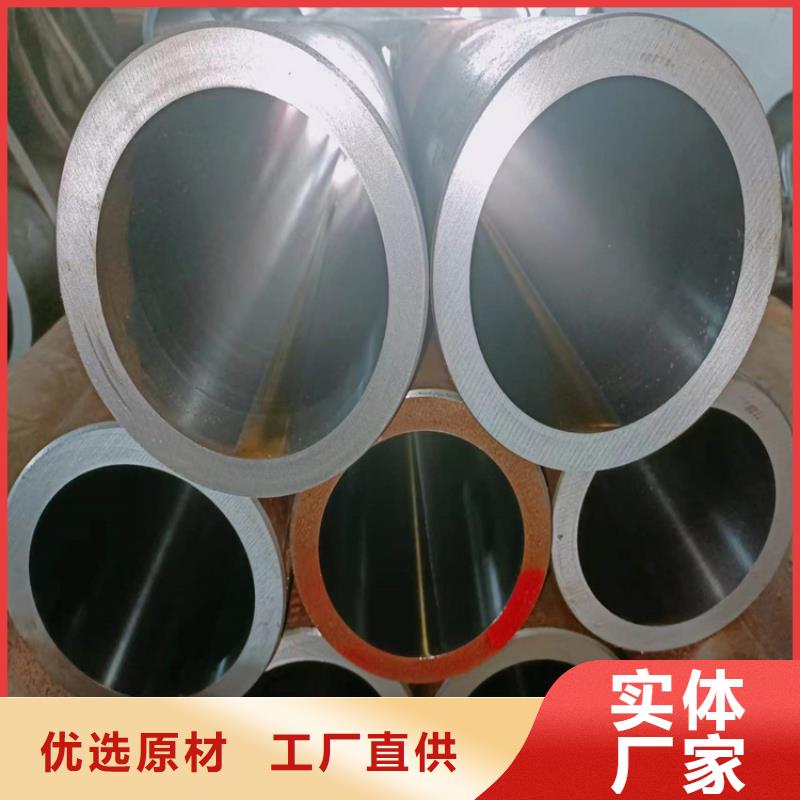
珩磨油缸管一般用無縫管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。珩磨管屬于無縫鋼管的深加工產品,內孔精度高,光潔度高,耐磨性好,主要用來加工生產各種液壓設備,同時也能為煤礦等生產企業提供配套的液壓配件。、軸承、航空等領域。1.珩磨管種類珩磨機,一般可以分為立式和臥式這兩種。2.珩磨管結構珩磨機的主軸,其工作行程是比較短的珩磨管是油缸嗎,因此合適用在珩磨缸體、箱體孔等上面。珩磨頭,則是由主軸來帶動進行旋轉。與此同時,它會在液壓裝置的驅動下,進行垂直往復進給運動。一般來講,珩磨機大多數是半自動的,會有自動測量裝置,以便更好進行測量操作。
要想使珩磨管獲得良好的珩磨效果,除選用先進的珩磨工具及正確選用磨條材料和粒度外,珩磨時采用工藝參數對加工質量和生產率也有很大的影響。比如說適當增加珩磨的往復運動速度,除了提高工效外,還能改善表面質量。還有關于管材珩磨中的珩磨壓力,也就是砂條作用在工件表面的壓力,決定于被加工表面的硬度,磨條的性質及加工的表面粗糙度要求。為了減小珩磨時工件的發熱,及時排除切屑以細化表面粗糙度,在珩磨時必須施加潤滑冷卻液,保證珩磨管的精度。
從上述分析可見,珩磨管的裝配間隙對油缸質量至關重要,而裝配間隙應以支承襯套來調整,才能符合實際要求而達到理想的作業效果。再來說到的是珩磨管支承襯套所用的材料,通常來說有尼龍和聚甲醛兩種,前者的強度、剛性、耐熱性以及成型工藝性都較好,但吸水性和收縮率較大,尺寸穩定性差,還會受受溫度影響;而后者具有良好的綜合性能,包括抗拉強度、沖擊韌性、剛度、疲勞強度、抗蠕變性能和尺寸穩定性等等,但就是加熱易分解,成型困難。
