

聯系我們

止水銅片紫銅零售
更新時間:2025-01-17 05:55:30 瀏覽次數:4 公司名稱:聊城 金鴻耀工程材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 10/米 |
| 發貨期限 | 1 |
| 供貨總量 | 995 |
| 運費說明 | 面議 |
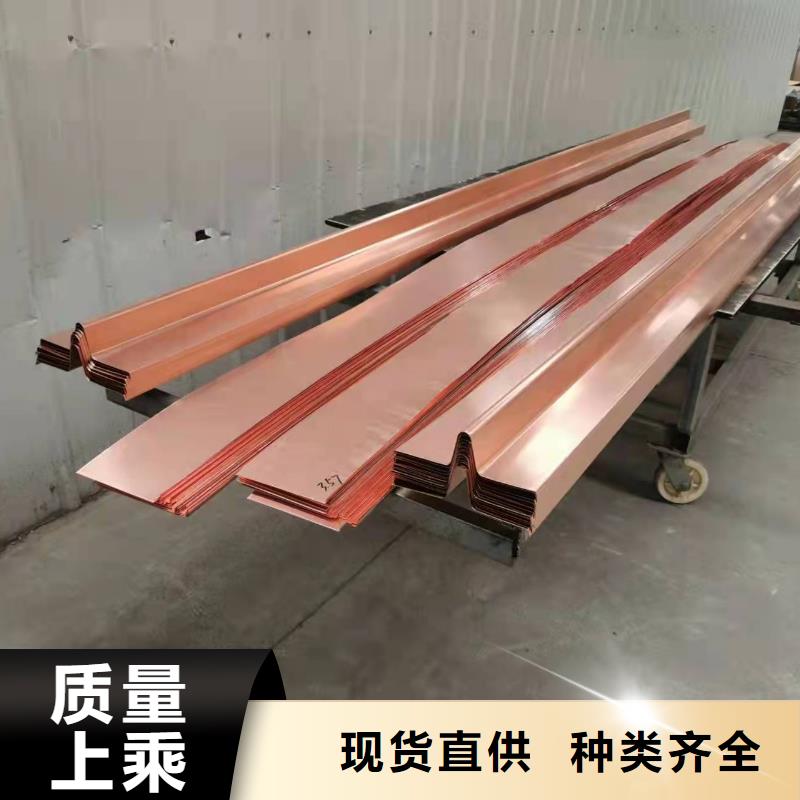

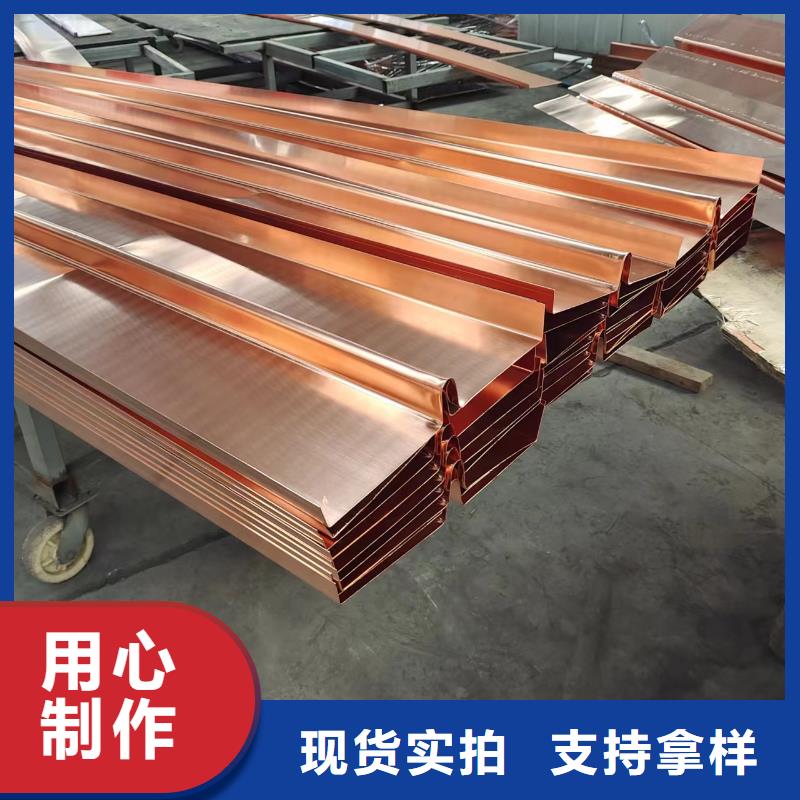
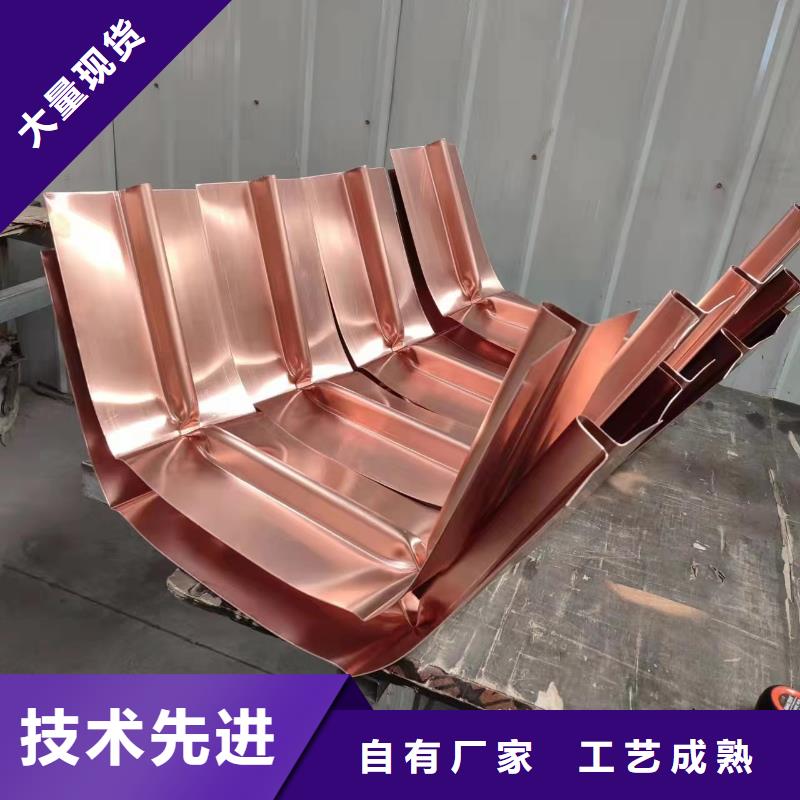


止水銅片的接頭,可以根據施工的需要加工成不同的形狀。紅河止水銅片總體來說,常用的形狀有以下幾種:T型、W型、V型、十字型、Y型、弧型、L型、H型、F型等異型。而銅止水接頭的成型方法,目前也只有兩種,焊接或者一次性沖壓成型。
1、 焊接成型
先壓制一定長度的定型止水,再根據異型接頭形狀進行裁割,拼接成所需要的異型接頭形狀,然后焊接成型。這種制作方法雖然能夠達到設計要求,但制作工藝復雜,費時費料,外觀質眾差,在一定程度上,也會影響止水銅片的抗拉強度。
2、 一次性沖壓成型
一次性沖壓成型主要是采用沖壓機沖壓成型或千斤頂擠壓成型。目前在施工中比較傳統的銅止水成型多采用沖壓機沖壓成型。 止水銅片成型裝置具有結構緊湊、可靠、生產效率高、產品質量好等優點。
因此,如果條件允許,一次性沖壓成型的銅止水接頭更能滿足施工的要求。
止水銅片紫銅止水焊接,通常采用搭接焊的方式,紅河止水銅片一般搭接長度不小于20mm,而焊接采用的焊條對焊接的工藝會有一定的影響。采用母材剪條焊接時,由于同時紫銅材料,熔點高,止水的厚度都小于2毫米,火焰功率小則紫銅板不熔化,火焰功率大則紫銅板容易被燒穿,極難操作掌握。使用H01-12型焊槍,1毫米厚的銅板用2號嘴,2毫米的銅板用4號、5號嘴。采用中性焰將紫銅板接縫處加熱至表面熔化,似汗珠出現時,加入焊條同時熔化,逐步前移,由于焊接過程中銅板容易被氧化,形成氧化亞銅對焊縫產生危害,所以要不斷的用焊條粘上硼砂加入焊縫中。
采用黃銅焊條焊接時,由于黃銅焊條熔點較低,母材不需熔化,屬于硬釬焊,所以操作簡單點,將銅止水加熱至亮紅色,900℃-1000℃時,加入黃銅焊條,使熔化的黃銅焊條,將上下紫銅止水的邊沿粘接牢固,焊接完成后,將焊縫加熱后用冷水急冷,可以提高焊接接頭的塑性和韌性,通常叫水韌處理。 將止水跟前的鋼筋安裝一根,用鉛絲將止水頂部固定于鋼筋上,以防止被風吹倒。焊接完成后,待焊縫冷卻下來,用毛刷將紫銅止水帶的單面刷上煤油,檢查是否有滲漏現象,如有滲漏現象則馬上補焊。
但是前者是傳統焊法,是 性接頭,不可分開,而后者屬于釬焊,用火焰燒烤則可將母材分開,預埋進大壩之后,他的抗拉次數肯定不及前者,即折疊次數肯定小于前者。另鋼筋窄間隙焊方面,鋼筋搭接焊規定焊縫長度為10倍d,即10倍于鋼筋的直徑,而鋼筋窄間隙焊縫卻只有1倍于鋼筋直徑,又采用同樣的焊接材料,同樣的焊接設備,沒有給焊縫添加任何合金元素,因此在做強度試驗時沒鋼筋接頭被從焊縫處拉斷,雖然強度達到要求,但還是從焊縫處拉斷。實驗室的師傅說:焊縫不合格的,從試驗角度分析,應該是母材拉斷而焊縫不斷才認為合格。本人認為那不可能,因為鋼筋窄間隙焊是兩根鋼筋端部的焊接,焊接時采用小電流則鋼筋端部熔合不好,采用大電流施焊,焊縫始終處于過熱狀態,合金元素燒損嚴重,所以焊縫金屬機械性能肯定低于母材。

紅河止水銅片銅片止水帶的安裝流程:
1、固定止水帶的砼界面保持平整、干燥,安裝前界面浮渣塵土及雜物,止水銅片的銜接根據施工圖的規定,紅河止水銅片采取折疊、咬接或搭接,搭接長度不應小于20mm,咬接或搭接應采取雙面焊,焊工需考試合格,焊接作業必須在遞交試焊樣品報請監理人批準后方可施焊。 用鋼釘或膠粘將止水條固定在已確定的安裝部位。但必須將有注漿管的面按放在原砼界面上。已埋入先澆混凝土塊體內的止水片,應采取措施防止其變形移位和撕裂破壞,且止水片必須高出先澆塊表面以上不少于20cm。大倉面澆筑中倉內伸縮縫止水片,應在混凝土澆筑前架設在預定位置上,并用鋼筋等將其固定,不得因混凝土卸料或振搗發生移位。在澆筑混凝土時,應止水片周圍混凝土料中的大粒徑骨料,并確保混凝土澆筑質量。
2、 止水條連接時采用平行搭接方法,紫銅止水銅鼻子內澆瀝青柱前,預先放置一根在瀝青里煮透的麻絲。在澆瀝青柱的過程中,采取多次多層澆的方法,使瀝青柱澆得比較密實,在澆瀝青時速度要盡可能快,縮短層與層之間的間隔時間。止水銅片的“十”字接頭和“T”字形接頭在現場加工時,應嚴格控制焊接質量。
3、根據所安裝止水條的長度在約三十米處裝設三通一處,三通直線兩端約為一頭插入止水條內,一頭插入注漿連接管內,另一丁字端頭應插入備用注漿內,以備縫隙滲漏水時注化學漿止水使用。
4、必須將所連接的止水條中的注漿連接管與三通聯接件牢固粘結,必須保證所安裝的止水條的注漿管完全通暢。安裝好的止水片應加以固定和保護;對止水附近的混凝土應采取可靠措施確保澆筑質量,防止形成滲漏通道。 安裝在三通上的備用注漿管,應放入內墻方向內。
止水銅片紫銅止水的焊接,搭接長度要求不小于20mm焊接質量要求如下:紅河止水銅片
1、目測或量測檢查焊縫是否平整,光潔,軸線對接誤差是否滿足招標文件技術條款要求及搭接長度不小于20mm。
2、接頭滲透檢驗原止水焊工更換時,必須對接任焊工焊接質量進行滲透檢驗,具體檢驗方法如下:采用煤油滴在焊縫上,另一側灑上粉筆灰或干石灰的方法檢驗,等待一分鐘然后看另一面的焊縫是非有汽油滲漏,如有映濕用粉筆做記號,重新補焊。
3、力學性能試驗接頭拉力試驗不小于母材抗拉強度的80%
紫銅止水設置安裝時,一定要將其銅鼻子中心線與施工縫中心線對齊,且用模板夾緊定位,防止其移位,支撐牢固后才可進行下一步的施工。同時水平止水上下50cm范圍內 不要設置水平施工縫,如果實在沒有辦法避免,應采取其他措施將止水帶埋入或者留出即可。
紫銅止水片發生滲漏,主要是因為安裝過程中的焊接工藝不當、伸縮縫處混凝土及瀝青關注不密實所致,具體原因有:
1)紫銅止水加工及安裝不當引起滲漏
2)伸縮縫處混凝土及瀝青灌注不密實引起滲漏
3)地下承壓水影響引起滲漏
4)沉降差對止水結構產生影響引起滲漏