




施工縫是因施工組織需要而在各施工單元分區間留設的縫。賀州銅止水施工縫并不是一種真實存在的“縫”,它只是因后澆注混凝土超過初凝時間,而與先澆注的混凝土之間存在一個結合面,該結合面就稱之為施工縫。因混凝土先后澆注形成的結合面容易出現各種隱患及質量問題,因此,不同的結構工程對施工縫的處理都需要慎之又慎。
沉降縫是上部結構各部分之間,因層數差異較大,或使用荷重相差較大;或因地基壓縮性差異較大,總之一句話,可能使地基發生不均勻沉降時,需要設縫將結構分為幾部分,使其每一部分的沉降比較均勻,避免在結構中產生額外的應力,該縫即稱之為“沉降縫”。銅止水
若建筑物平面尺寸過長,因熱脹冷縮的緣故,可能導致在結構中產生過大的溫度應力,需在結構一定長度位置設縫將建筑分成幾部分,該縫即為溫度縫。對不同的結構體系,伸縮縫間的距離不同,我國現行規范《混凝土結構設計規范》GB50010-2002對此有專門規定。
可見,除了施工縫,其余兩種縫均是真實存在的縫隙。《建筑抗震設計規范》GB50011-2001規定:對有抗震設防要求的建筑物,沉降縫和伸縮縫的寬度都必須滿足抗震縫寬度的規定。所謂抗震縫,是因為建筑物平面不規則,或豎向不規則,而對結構抗震不利,而設縫將結構分為若干部分。
由此可見,施工縫受到施工工藝的限制,是按計劃中斷施工而形成的接縫。混凝土結構由于分層澆筑,在本層混凝土與上一層混凝土之間形成的縫隙,就是常見的施工縫。所以并不是真正意義上的縫,而應該是一個面;而沉降縫是為了克服結構不均勻沉降而設置的縫,須從基礎到上部結構完全分開; 伸縮縫是為克服過大的溫度應力而設置的縫,基礎可不斷開; 抗震縫是為使建筑物較規則,以期有利于結構抗震而設置的縫,基礎可不斷開。
止水銅片施工要點
2021-10-06
?
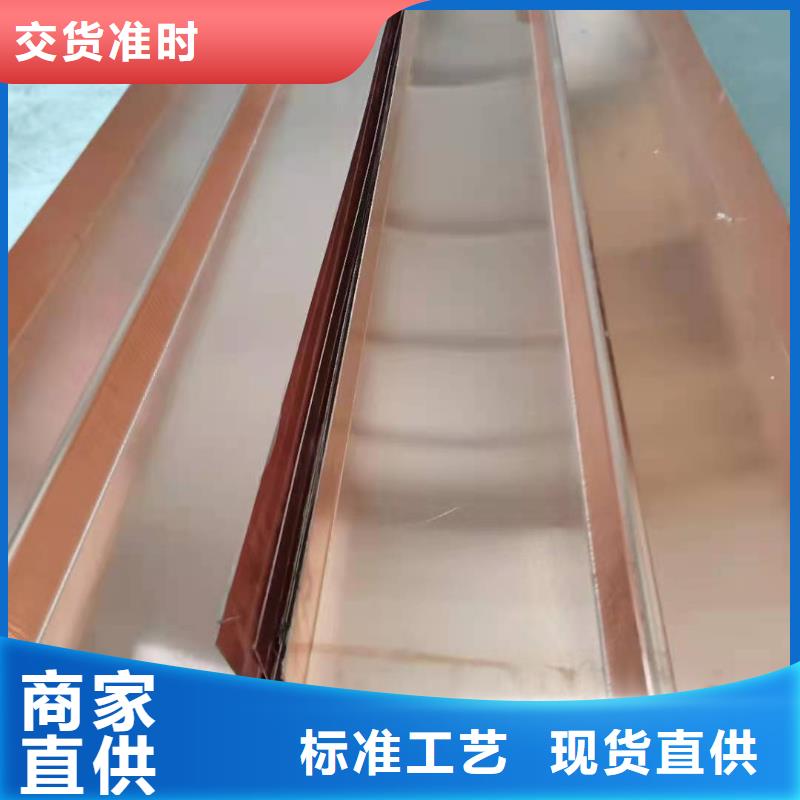
紫銅鋼板止水帶廣泛使用于各種水利建造中,賀州銅止水為所有項目的防水層水.滲水層面發揮了揮之不去的焦慮不安影響。而銅片止水原料以紫銅生產加工而成,具有優良的增加.導電性.傳熱.耐腐蝕等功能和較好的加工工藝功能.物理學功能.有機化學功能.機械設備功能.產業鏈功能等,可隨純凈度.溫度.生產方法.金屬材料結構.塑性形變水準等矛盾而變動。因此銅片止水可達到水利建筑的矛盾必須而得到廣泛運用。
紫銅止水銅片主要特點有:耐腐蝕工作能力強;抗壓強度高,能承載很大形變;外型輪廊清楚,無裂紋.壓折.凹痕。
適用各種水利建筑物的基本防水.壩身防水.壩后防水.走廊防水,及其壩基內孔眼防水.工業廠房防水.溢流式面下橫縫防水等,是避免疏忽的夢想商品一直以來中國水利水電工程項目中設計方案使用的橡膠止水帶關鍵材料有四種,即純金屬片(紫銅).不銹鋼板片.硫化橡膠.塑膠等。在其中全銅因其耐溶劑腐蝕.融入形變.抗壓強度高優質特點,是項目中關鍵防水位置的選擇原材料。
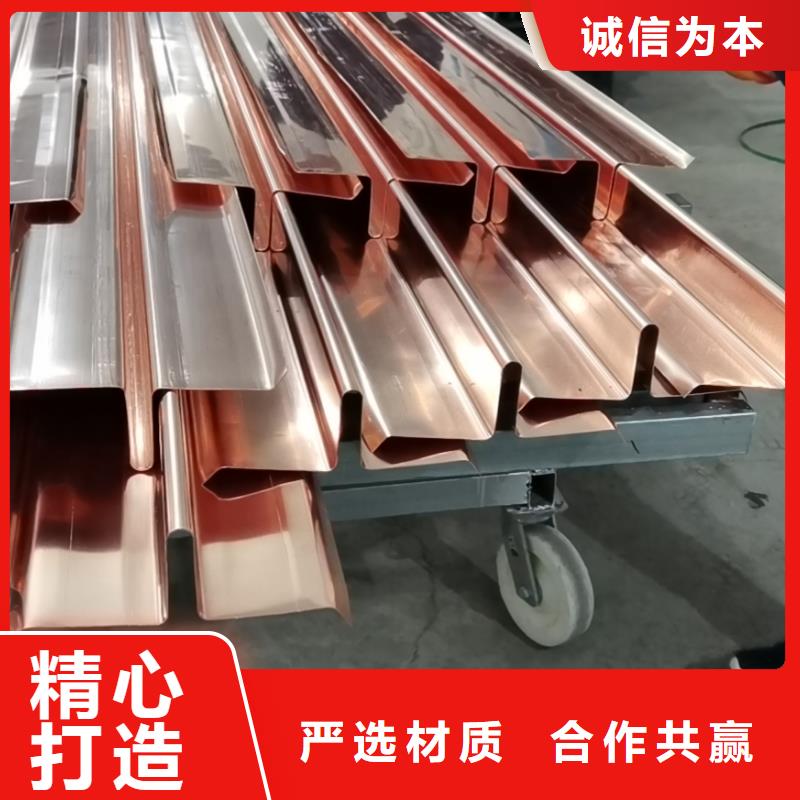
紫銅鋼板止水帶工程施工關鍵點:
1.應竭盡全力檢修口止水銅片在墻面中心線上;
2.二塊不銹鋼板兩者之間的電焊焊接要細膩且為雙面焊,厚鋼板鋼筋搭接不小于200mm;
3.墻面拐角處的處理,一整塊厚鋼板彎曲;丁字形電焊焊接;7字形電焊焊接;
4.止水銅片的適用電焊焊接,可以用小建筑鋼筋焊接在縱筋上;
5.止水銅片越過柱鋼筋時,可以將所越過的主筋斷掉,制做成難以啟齒箍,電弧焊接在厚鋼板上;
6.止水銅片的“難以啟齒”朝迎河面
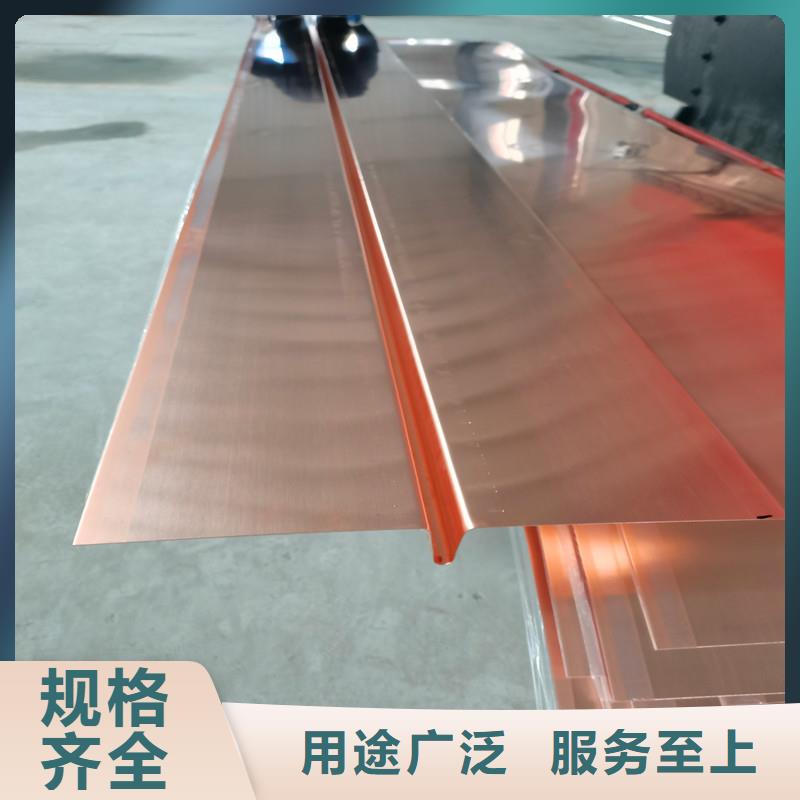
紫銅止水銅片主要特點有:耐腐蝕工作能力強;抗壓強度高,能承載很大形變;外型輪廊清楚,無裂紋.壓折.凹痕。
止水銅板使用前的保護工作大致分為以下兩部分,賀州銅止水通常需要出廠廠家與購買方的協作才能完成。
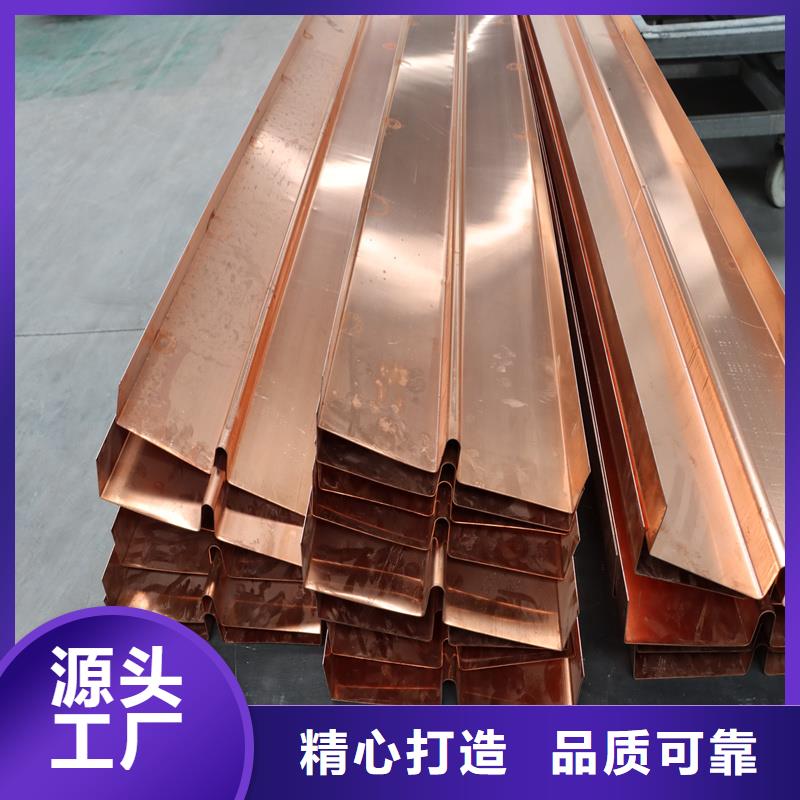
關于止水銅板的運輸工作銅止水
根據我公司的市場調查以及與客戶溝通過程中發現,止水銅板的運輸過程及到現場后的保護措施,依然為大部分人所疏忽。初次采購止水銅板的采購人員在與止水銅板廠家達成協議后,并不關心整個運輸過程。正規的廠家在運輸前會對止水銅板認真開展打包工作,通常會使用統一規格的木方打包后再進行包裹,同時對邊角采取保護措施,防止碰撞擠壓。止水銅板的打包工作結束后才裝車運輸,運輸過程中將有專門跟蹤物流的管理人員,時刻監視運輸方向,有問題及時反饋,確保每一車止水銅到達指定現場。
關于止水銅板現場準備工作
止水銅板到達后,買方提貨即完成本次交易。雖然已完成交易,但融能金屬公司以良好的售后服務為基準,以崇高的企業宗旨為重心,盡可能地確保每一批止水銅板發揮出 止水功效,力爭為水利建設助一臂之力,在此,為合作過止水銅板的各個項目工程,提出止水銅板到達現場后的保護建議:
1.做好對止水銅板的防曬工作,避免陽光直射,遠離熱源,防油污,防變形。如不急需使用,暫時勿拆包裝。(運輸前的打包包裝可防曬防變形)
2.檢查好止水銅板的合格證(質檢報告)、營業執照等必備。(融能金屬公司齊全將隨貨同時寄出)
3. 為確保我公司的止水產品達到 利用率,務必使用專業從事人員,焊接工人必須持證上崗,焊接工藝將直接影響止水效果。 
銅止水片(是由紫銅或純銅生產加工而成),賀州銅止水因而銅止水片的電焊焊接應以紫銅焊接檢驗標準。銅止水片電焊焊接宜選用氣割或氬弧焊機,這兒詳細介紹氣割的操作流程及其常見問題。
氣割是用O2與乙炔氣體造成高溫,熔融焊絲與焊接件的金屬材料疑固后產生焊接的焊接工藝。
其具體步驟辦法是:關掉焊把電源開關,將乙炔氣體及O2開啟,打火漸漸地開啟焊把電源開關引燃焊嘴,將焊絲依據必須 放到被焊物件上,再慢慢調準焊嘴的火焰高低,應用火焰溶化焊絲與焊接件的合金凝結后產生-條焊接。
需運用銜接焊的方式 ,其鋼筋搭接尺寸不能低于40mm與此同時為得到高寬比和總寬勻稱的焊接,鋼筋搭接焊可選用左焊接方法,即焊炬從右往左邊挪動的方式 。氣割的操作過程方式 包含氧氣乙炔焰的引燃.調整和滅掉.起焊.電焊焊接全過程中焊炬和焊絲的健身運動.連接頭和結尾的使用要點。
1.火苗的引燃
焊炬的握法,應左手拿焊炬,將食指和無名指坐落于氧e調節閥處,與此同時大拇指還能夠電源開關.調整乙炔氣體調節閥門,隨時隨地調整汽體的總流量。引燃火苗時,先要稍稍打開氧s氣調節閥門,隨后再開乙炔氣體調節閥門,二種汽體在焊炬內混和后,從焊嘴噴出來,這時將焊嘴挨近明火就可以引燃。打火時,拿明火的手不必正對接焊嘴,也不能將焊嘴偏向別人或易燃物,防止出現事故。(留意)一開始打火時,很有可能發生持續”放鞭炮"聲,緣故是乙炔氣體不純,需釋放不良的乙炔氣體再次打火。有時候發生不容易打火的狀況,大部分狀況是氫開得過大而致,這時候應將氧e調節閥調小。
