

架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
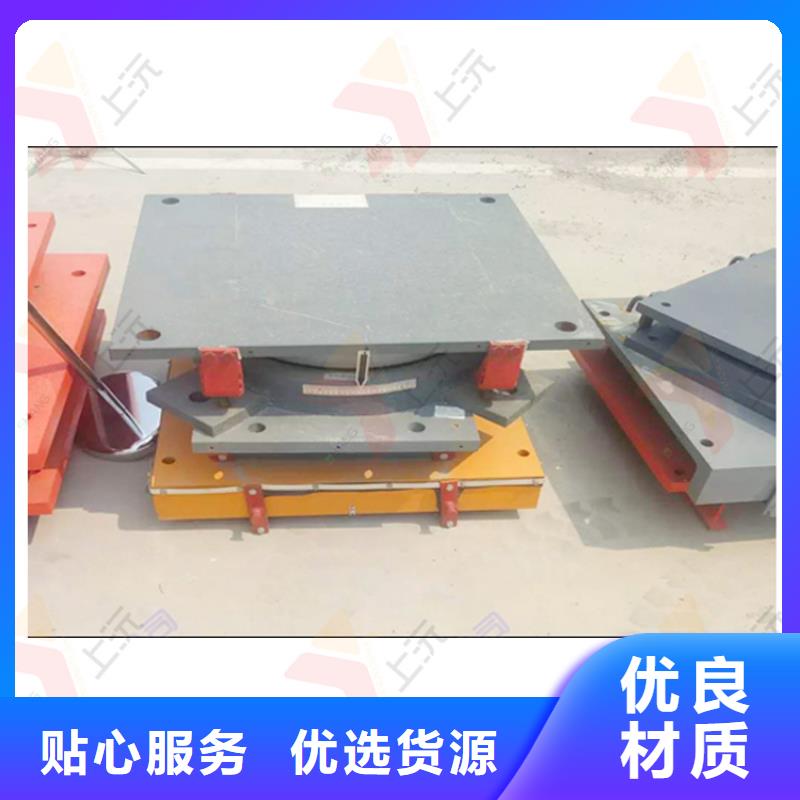
支座的主要技術(shù)性能
1、可承受豎向載荷;
2、具有抗豎向拉力的性能,保證豎向*震時(shí)上下結(jié)構(gòu)不脫節(jié);
3、具有抗水平力的性能,保證水平*震時(shí)結(jié)構(gòu)不脫落;
4、可適應(yīng)徑向、環(huán)向的位移要求;
5、可適應(yīng)任意方向的轉(zhuǎn)角要求;
6、減震支座具有良好的減震性能;
7、支座通過球面?zhèn)髁Γ怀霈F(xiàn)力的縮頸現(xiàn)象,作用在上、下結(jié)構(gòu)的反力比較均勻;
8、支座不用橡膠承壓,不存在橡膠老化對(duì)支座的影響,使用壽命長。
架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
我司是一家面向全國客戶銷售批發(fā): 廣西賀州橡膠支座、 廣西賀州橡膠支座, 廣西賀州橡膠支座等系列產(chǎn)品。
我們的宗旨是:提供優(yōu)質(zhì)鑄造產(chǎn)品,讓客戶滿意、放心!
我們的理念是:誠信、專業(yè)、務(wù)實(shí)、共贏。
架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
支座施工鋼網(wǎng)架平面安裝:
1)放球:將己驗(yàn)收的焊接球,按規(guī)格、編號(hào)放入安裝節(jié)點(diǎn)內(nèi)同時(shí)應(yīng)將球調(diào)整好受力方向與位置。一般將球水平中心線的環(huán)形焊縫置于赤道方向。有肋的一邊在下弦球的上半:
2)放置桿件:將備好的桿件,按規(guī)定的規(guī)格布置鋼管桿件放置桿件前,應(yīng)檢查桿件的規(guī)格、尺寸,以及坡口、焊縫間隙將桿件放置在二個(gè)球之間,調(diào)整間隙,點(diǎn)固。
3)平面網(wǎng)架的拼裝應(yīng)從中心線開始,逐步向四周展開,先組成封閉四方網(wǎng)格,控制好尺寸后,再拼四周網(wǎng)格,不斷擴(kuò)大。注意應(yīng)控制累積誤差,一般網(wǎng)格以負(fù)公差為宜。
4)平面網(wǎng)架焊接,焊接前應(yīng)編制好焊接工藝和網(wǎng)接順序,防止平面網(wǎng)架變形。
5)平面網(wǎng)架焊接應(yīng)按焊接工藝規(guī)定,從鋼管下側(cè)中心線左邊20—30mm處引弧,向右焊接,逐步完成仰焊、主焊\爬坡焊、平焊等焊接位置。
6)球管焊接應(yīng)采用斜鋸齒形運(yùn)條手法進(jìn)行焊接,防止咬肉。
7)焊接運(yùn)條到圓管上側(cè)中心線后,繼續(xù)向前焊20-30mm處收弧。
8)焊接完成半圓后,重新從鋼管下側(cè)中心線右邊20-30mm處反向起弧,向左焊接,與上述工藝相同,到頂部中心線后繼續(xù)向前焊接,填滿弧坑,焊縫搭接平穩(wěn),以保證焊縫質(zhì)量。
架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
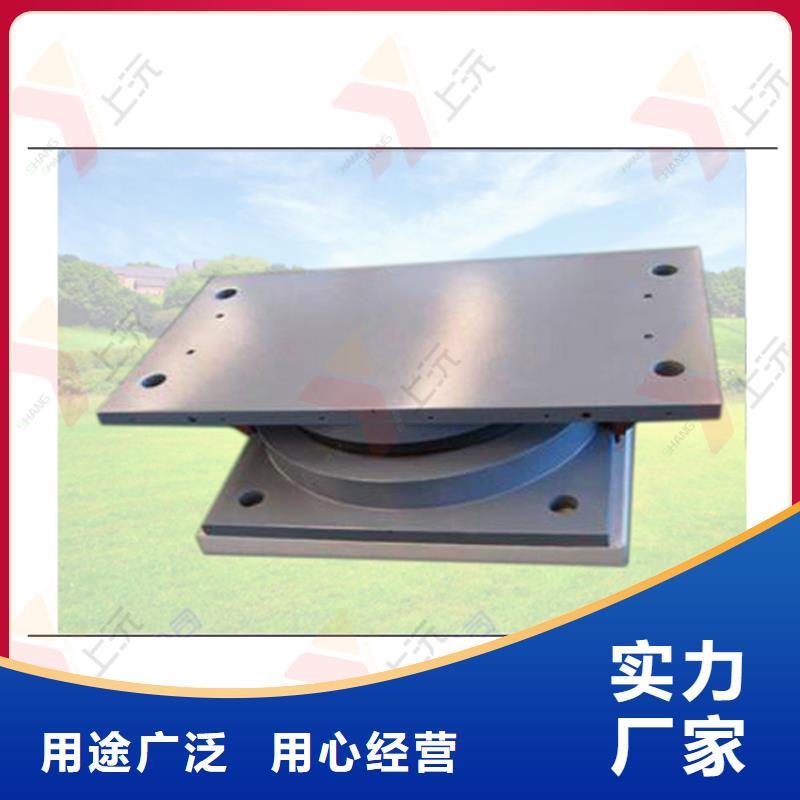
支座(支座節(jié)點(diǎn))結(jié)構(gòu)與基礎(chǔ)的連接區(qū)簡(jiǎn)化為支座,按其受力特征分為五種:活動(dòng)鉸支座(滾軸支座),固定鉸支座,定向支座(滑動(dòng)支座),固定(端)支座和彈性(彈簧)支座。支座在提供反力的同時(shí)產(chǎn)生相應(yīng)的位移,反力與位移的比值保持不變,稱為彈性支座的剛度系數(shù)。彈性支座既可提供移動(dòng)約束,也可提供轉(zhuǎn)動(dòng)約束。當(dāng)支座剛度與結(jié)構(gòu)剛度相近時(shí),宜簡(jiǎn)化為彈性支座。當(dāng)結(jié)構(gòu)某一部分承受荷載時(shí)(如研究結(jié)構(gòu)穩(wěn)定問題),其相鄰部分可看作是該部分的彈性支承,支座的剛度取決于相鄰部分的剛度(如將斜拉橋的斜拉索簡(jiǎn)化為彈簧支座)。當(dāng)支座剛度遠(yuǎn)大于或遠(yuǎn)小于該部分的剛度時(shí),彈性支座則向前四種理想支座轉(zhuǎn)化.
架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
支座的養(yǎng)護(hù)
1、支座使用期間每年定期進(jìn)行一次檢查及養(yǎng)護(hù)。
2、檢查支座地腳螺母有無剪斷,支座橡膠密封圈有無龜裂、老化。
3、檢查支座相對(duì)位移是否均勻,逐個(gè)記錄支座位移量。
4、支座附近的雜物及灰塵,并用棉絲仔細(xì)擦凈不銹鋼表面的灰塵。
5、松動(dòng)地腳螺母一次,清洗上油以免螺母銹死,然后緊固。
6、校核并定點(diǎn)檢查支座高度變化,以便校核支座內(nèi)聚四氟乙烯板的磨耗情況,當(dāng)支座變化高度超過3mm 時(shí),應(yīng)拆除橡膠密封圈,檢查聚四氟乙烯板的情況。
架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
架支座萬向轉(zhuǎn)動(dòng)支座質(zhì)檢合格出廠")
