

為了讓您更地了解我們的珩磨管-航磨管加工廠廠家產品,只需花費一分鐘時間,您就能發現更多令人心動的細節和優勢,為您的購物體驗增添更多驚喜。
以下是:山東菏澤珩磨管-航磨管加工廠廠家的圖文介紹

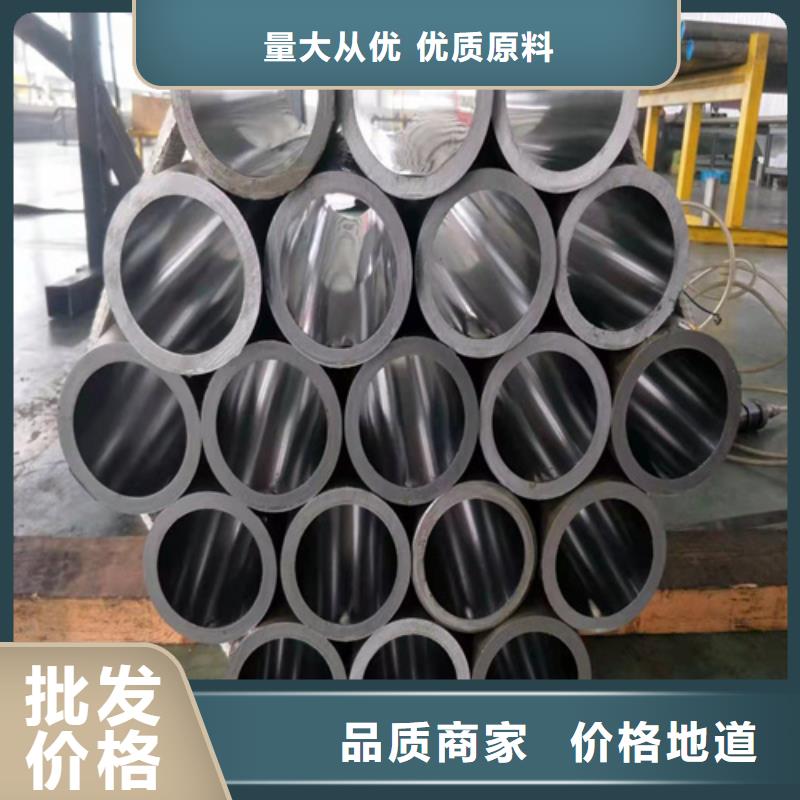
山東菏澤企業旺旺珩磨管絎磨管油缸管與內孔磨削相比,珩磨參加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨過程中又旋轉加大量的冷卻液,使工件表面得到充分冷卻,不易燒傷,加工變形層薄,所以能得到較細表面粗糙度。為了提率,珩磨管的生產都是機械化方式了,將珩磨頭與機床主軸采用浮動連接,以保證余量均勻。由于砂條很長,珩磨時工件的凸出部分先與砂條接觸,接觸壓力較大,使凸出部分很快被磨去,直至修正到工件表面與砂條全部接觸。因此,珩磨能夠修正前道工序產生的幾何形狀誤差和表面波度誤,但不能修正軸線位置誤差。


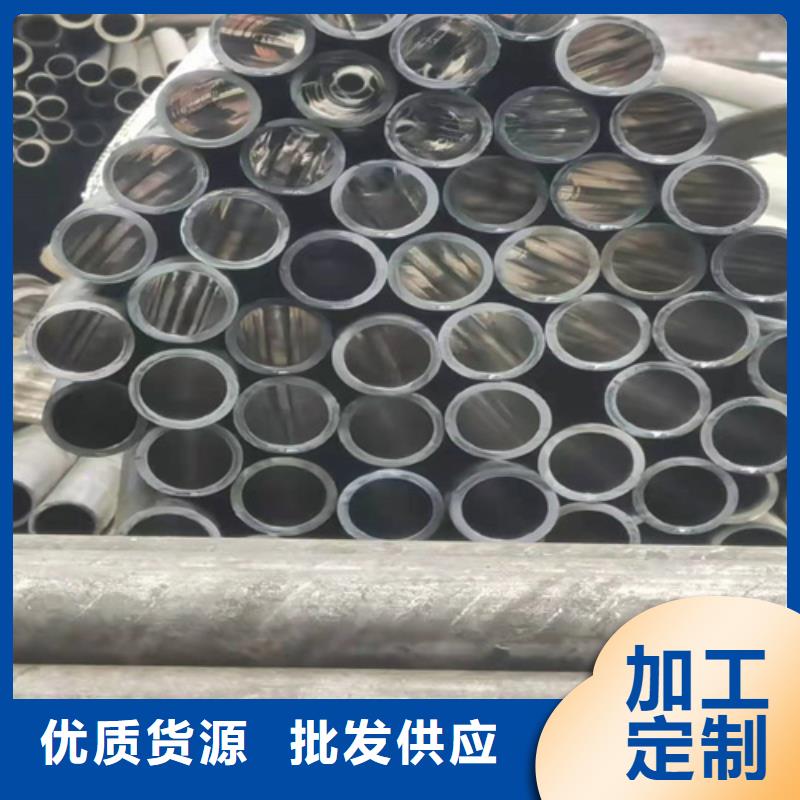
山東菏澤珩磨管油缸管絎磨管油缸管結構及技術要求介紹油缸管結構及技術要求介紹1、 結構分析:1、 φ50mm×770mm本身的圓度公差為0.005mm。2、左端M39×2-6g螺紋精密油缸鋼管φ50mm中心線同軸度公差為φ0.05mm。3.1:20錐軸與精密油缸鋼管φ50mm中心線的同軸度公差為φ0.02mm。4.1:20錐面本身的圓跳動公差為0.005mm。5.1:20錐面著色檢查,接觸面積不小于80%。5、 φ50mm×770mm表面氮化,氮化層深度0.2~0.3mm,表面硬度62~65hrc。2、 技術要求分析:1、油缸管采用45#鋼制作,表面鍍鉻,φ50mm×770mm部分經調質處理。表面滲氮后,芯部硬度為28~32hrc,表面滲氮層深度為0.2~0.3mm,表面硬度為62~65hrc。這樣,精密油缸鋼管不僅具有一定的韌性,而且具有良好的耐磨性。2、油缸管正常使用時承受交變載荷,φ50mm×770mm處密封該設備來回摩擦其表面,因此需要高硬度和珩磨管



目前液壓機械(菏澤市分公司)生產的 液壓油缸管產品遠銷國內各大省市,以質量穩定、價格優惠、 液壓油缸管產品過硬贏得了廣大客戶的一致好評。真誠希望與老客戶繼續合作,與新客戶建立關系--攜手并進,共創輝煌。

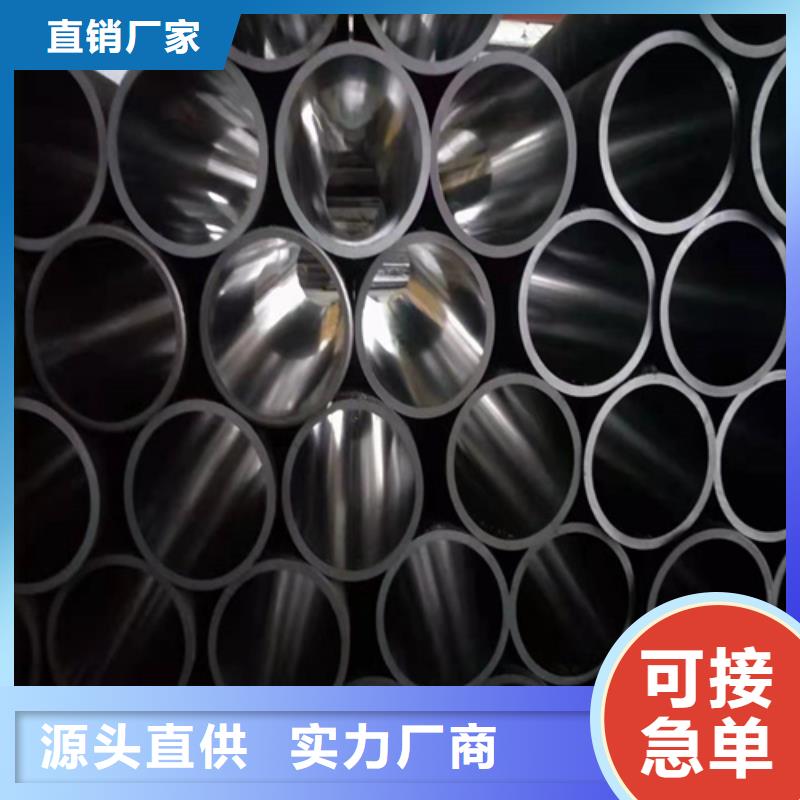
山東菏澤企業旺旺珩磨管絎磨管油缸管珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比較普遍的,其中比較常用的一種,就是珩磨齒輪,所以下面,就來簡單說明一下。珩磨齒輪,其是由基體加上磨料來構成的。使用它進行珩磨,主要是為了去除材料表面的雜質及毛刺等,從而來提高表面光潔度。不過,我們在使用這一種珩磨工具時,也是需要注意一些事項的,其主要是有:(1)對于設備的大行程,應不超過珩磨時的大寬度,否則的話,那么就有可能會嚴重損壞珩磨齒輪。(2)在珩磨量的控制上,應將其數值控制在合理且合適的范圍內。而且對于珩磨時間的控制,也是同樣要求,建議是兩分鐘左右。(3)珩磨齒輪的材質,由于比較脆,所以是嚴禁撞擊和敲打的,以免使其損壞而不能使用了。珩磨管故障診斷的操作原則由于珩磨管一旦發生故障之后,牽扯的會比較多,很多與之相關的零配件甚至是整個設備都會因此受到不良影響,因此一定要對其故障進行及時的診斷并排除。相關的原則如下:首先,應判明珩磨管的工作條件和外圍環境是否正常;同時還需要弄清楚故障的性質,是設備機

