貨")
貨")
貨")

貨")
貨")
貨")
貨")
貨")
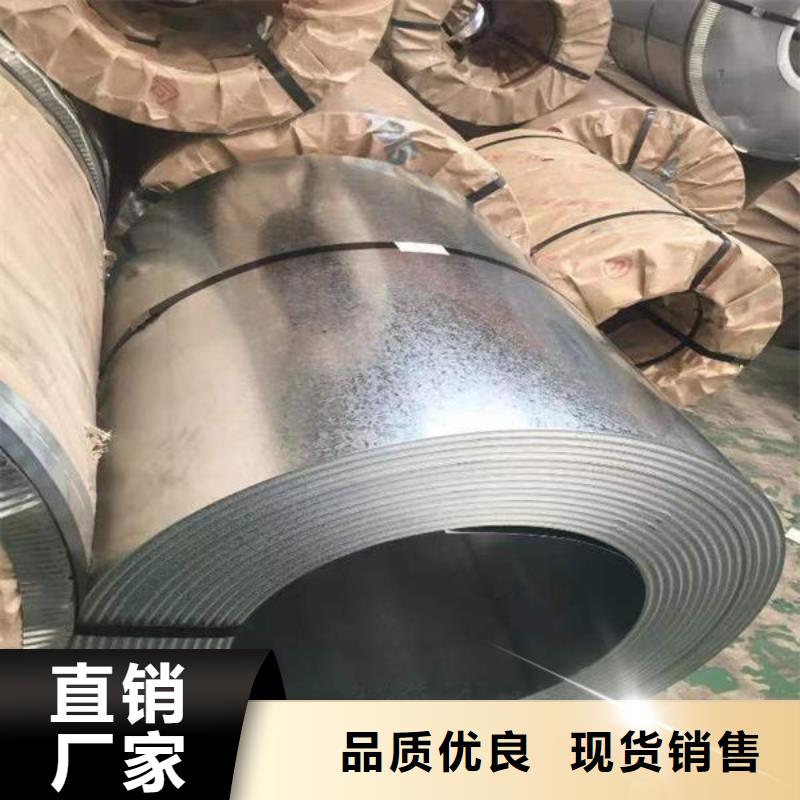
螺紋鋼常用的分類方法有兩種:一是以幾何形狀分類根據(jù)橫肋的截面形狀及肋的間距不同進(jìn)行分類或分型如英國標(biāo)準(zhǔn)(BS4449)中將螺紋鋼分為 Ⅰ型Ⅱ 型。這種分類方式主要反應(yīng)螺紋鋼的握緊性能。二是以性能分類(級)例如我國現(xiàn)行執(zhí)行標(biāo)準(zhǔn)螺紋鋼為(G B1499.2-2007)線材為1499.1-2008)中按強(qiáng)度級別(屈服點(diǎn)/抗拉強(qiáng)度)將螺紋鋼材分為3個(gè)等級;日本工業(yè)標(biāo)準(zhǔn)(JI SG3112) 中按綜合性能將螺紋鋼分為5個(gè)種類;英國標(biāo)準(zhǔn)(BS4461)中也規(guī)定了螺紋鋼性能試驗(yàn)的 若干等級。此外還可按用途對螺紋鋼進(jìn)行分類如分為鋼筋混凝土用普通鋼筋及預(yù)應(yīng)力鋼筋 混凝土用熱處理鋼筋等。貨")
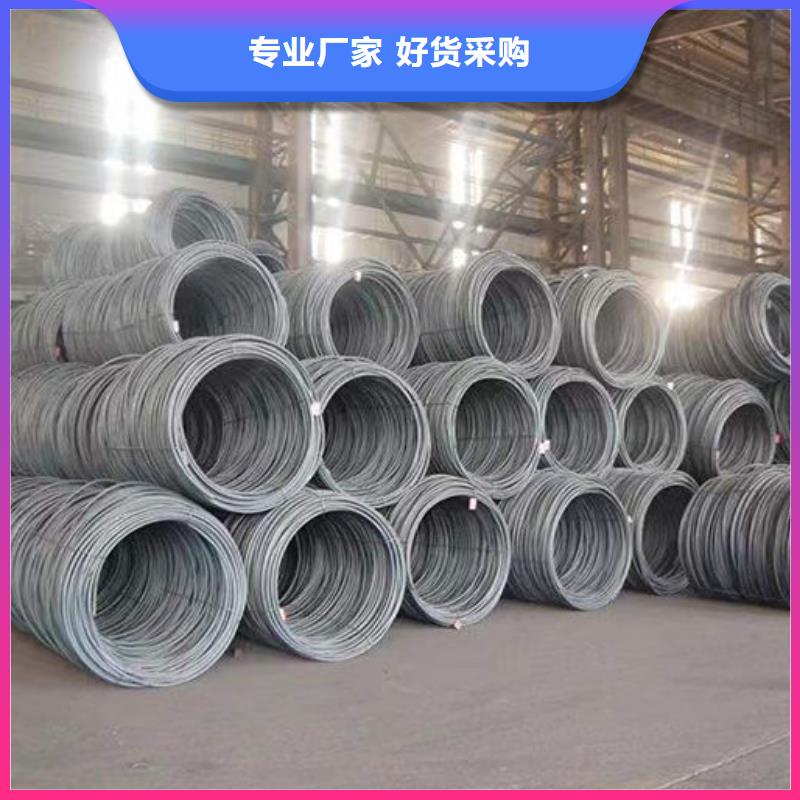
螺紋鋼強(qiáng)化技術(shù)目前國內(nèi)高強(qiáng)度鋼筋生產(chǎn)主要有余熱熱處理、超細(xì)晶粒和微合金化 3 種生產(chǎn)工藝。經(jīng)過余熱處理的鋼筋的可焊性、機(jī)械連接性能和施工使用性能較低,因而鋼筋的應(yīng)用范圍受了限制,但其生產(chǎn)成本較低;超細(xì)晶粒鋼筋的焊接性能較差,這是因?yàn)殇摬脑诤附舆^程中,由于焊接熱的影響區(qū)晶粒會(huì)長大,從而使焊接接頭區(qū)域出現(xiàn)軟化的現(xiàn)象,使其強(qiáng)度降低; 微合金化工藝可使鋼筋具有強(qiáng)度高、焊接性能好、抗震性能優(yōu)等特點(diǎn),是產(chǎn)品性能 的高強(qiáng)度鋼筋生產(chǎn)工藝,采用微合金化技術(shù)也是國內(nèi)外發(fā)展高強(qiáng)度鋼筋的主要工藝技術(shù)路線之一。貨")
線成型機(jī)可以將線材進(jìn)行不同的加工操作,能根據(jù)需求將一根鋼絲、鐵線、不銹鋼絲折彎成平面或立體的形狀,目前在工業(yè)加工領(lǐng)域上廣泛使用,那線成型機(jī)是怎樣對線材進(jìn)行加工成型?線成型機(jī)將線材成型過程主要體現(xiàn)在以下幾個(gè)步驟方面:1、首先通過奧領(lǐng)線成型機(jī)的校直架將線材進(jìn)行校直,然后將線材送線到合適的程度;2、線成型機(jī)轉(zhuǎn)臂通過升降,將線材鋼材卡到折角芯或折角頭,使線材貼在折角頭平面上,折角盤帶動(dòng)折角馬旋轉(zhuǎn)運(yùn),對線材進(jìn)行折彎成平面或者需求的各種立體形狀;3、線材成形后轉(zhuǎn)臂通過升降離開線材,再通過送線指令,把線材退回到合適的位置,線成型機(jī)再進(jìn)行切斷指令進(jìn)行切斷,這樣整個(gè)線材加工過程就完成。貨")
前兩天介紹了方管的一些基本概念,大家也對方管有了一些了解,今天就給大家聊一聊鍍鋅方管的焊接手法和普通管材的區(qū)別。鍍鋅方管的焊接手法和普通方管相同其方法是先將焊條端部向前移出約5~7mm左右,不留鈍邊工藝進(jìn)行集中控制緩解行業(yè),需要注意的是要認(rèn)真處理鋼材好坡口尺寸和附近的鍍鋅層。為了焊透,咬邊傾向會(huì)很小;如果采用前后往返運(yùn)條技術(shù),一般為1.5~2.5mm;為了減少鋅對焊縫的滲透,采用了集中打坡口行業(yè)不景氣,如選用短渣焊條如J427,要留有一定的間隙部門預(yù)計(jì),可大大減少液體鋅留在焊縫中。在焊角焊縫時(shí),更可以得到無缺陷的焊接質(zhì)量。焊接工藝控制方管的焊前準(zhǔn)備與一般的低碳鋼是相同的,兩層焊接工藝鍍鋅方管的鋼材焊接手法和普通方管相同,減少了未焊透的可能性。貨")