


云海旭金屬材料有限公司
銷售套筒管-口碑好")
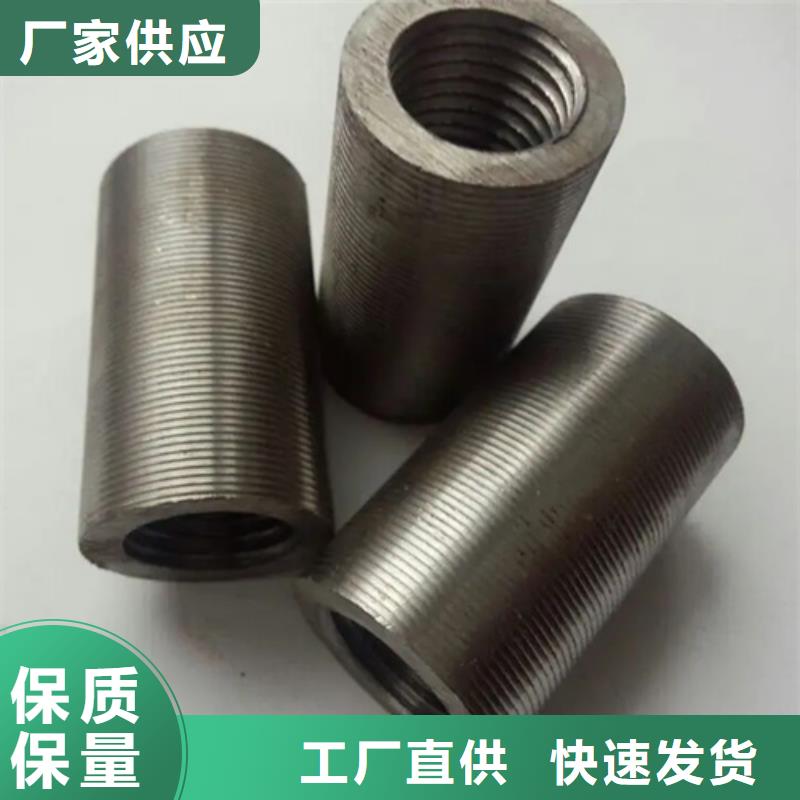
鋼筋連接① 連接鋼筋時(shí),鋼筋規(guī)格和連接套的規(guī)格一致,鋼筋螺紋的型式、螺距、螺紋外經(jīng)應(yīng)與連接套匹配。并確保鋼筋連接套的絲扣干凈、完好無損。② 連接鋼筋時(shí)應(yīng)對(duì)準(zhǔn)軸線將鋼筋擰入連接套。③ 接頭拼接完成后,應(yīng)使兩個(gè)絲頭在套筒中央位置互相頂緊,套筒每端不得有一扣以上的完整絲扣外露,加長(zhǎng)型接頭的外露扣數(shù)不受限制,但有明顯標(biāo)記,以檢查進(jìn)入套筒的絲頭長(zhǎng)度是否滿足要求。鋼筋套筒通常是用精密鋼管進(jìn)行生產(chǎn)的。專門用于生產(chǎn)鋼筋套筒的精密鋼管采用的是45#鋼材,通常又被稱為“鋼筋連接套管”。
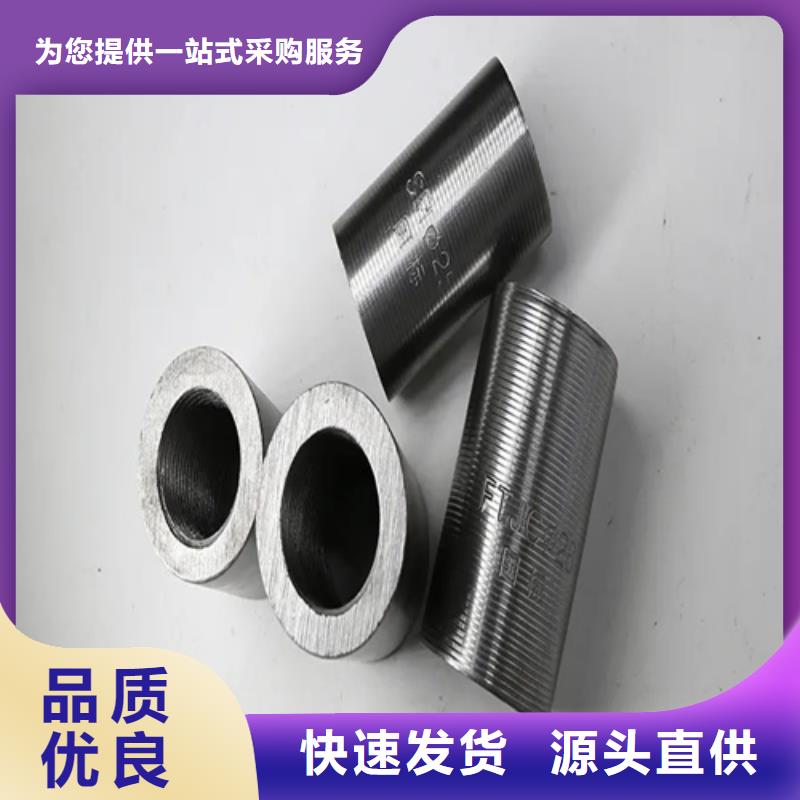
鋼筋套筒直螺紋套筒的應(yīng)用是非常多的,在工業(yè)生產(chǎn)設(shè)備中,是比較重要的零部件。那么,直螺紋套筒的連接要求都有什么?具體是怎么來操作的,由小編來為您講解直螺紋套筒的技術(shù)操作要求是怎么流程?直螺紋套筒操作要點(diǎn):1、鋼筋下料要求端部平整,不得有馬蹄形或撓曲,不得用氣割下料,可現(xiàn)場(chǎng)用砂輪鋸或無齒鋸下料。2、加工鋼筋螺紋時(shí),應(yīng)采用水溶性切削潤(rùn)滑液;不得用機(jī)油潤(rùn)滑液或不加潤(rùn)滑液套絲。3、自檢合格的絲頭,應(yīng)由質(zhì)檢員隨機(jī)抽樣進(jìn)行檢驗(yàn),以一個(gè)工作班加工的絲頭為一個(gè)驗(yàn)收批,隨機(jī)抽檢10%,當(dāng)合格率小于95%時(shí),應(yīng)加倍抽檢,復(fù)檢中合格率仍小于95%時(shí),應(yīng)對(duì)全部絲頭進(jìn)行逐個(gè)檢驗(yàn)。合格者方可使用。4、加工的鋼筋絲頭的直徑和長(zhǎng)度應(yīng)用螺紋量規(guī)檢查,已檢驗(yàn)合格的絲頭,應(yīng)戴上保護(hù)帽加以保護(hù)。標(biāo)準(zhǔn)型接頭的絲頭有效螺紋長(zhǎng)度應(yīng)不小于1/2連接套筒長(zhǎng)度,且允許誤差為+2P。5、鋼筋規(guī)格與連接套筒的規(guī)格一致,鋼筋螺紋的型式、螺距、螺紋外經(jīng)應(yīng)與連接套筒匹配。并確保鋼筋連接套筒的絲扣干凈、完好無損。6、連接鋼筋時(shí)應(yīng)對(duì)準(zhǔn)軸線將鋼筋擰入連接套筒,接頭拼接完成后,應(yīng)使兩個(gè)絲頭在套筒中央位置互相頂緊,兩端外露絲扣不超過2個(gè)完整絲扣。7、為了防止接頭漏擰,每個(gè)接頭擰緊之后,一定要在接頭上做紅漆標(biāo)記,不合格的做白色標(biāo)記以便檢查。8、接頭擰緊需要采用力矩扳手,力矩值要求滿足規(guī)范要求值。
銷售套筒管-口碑好")
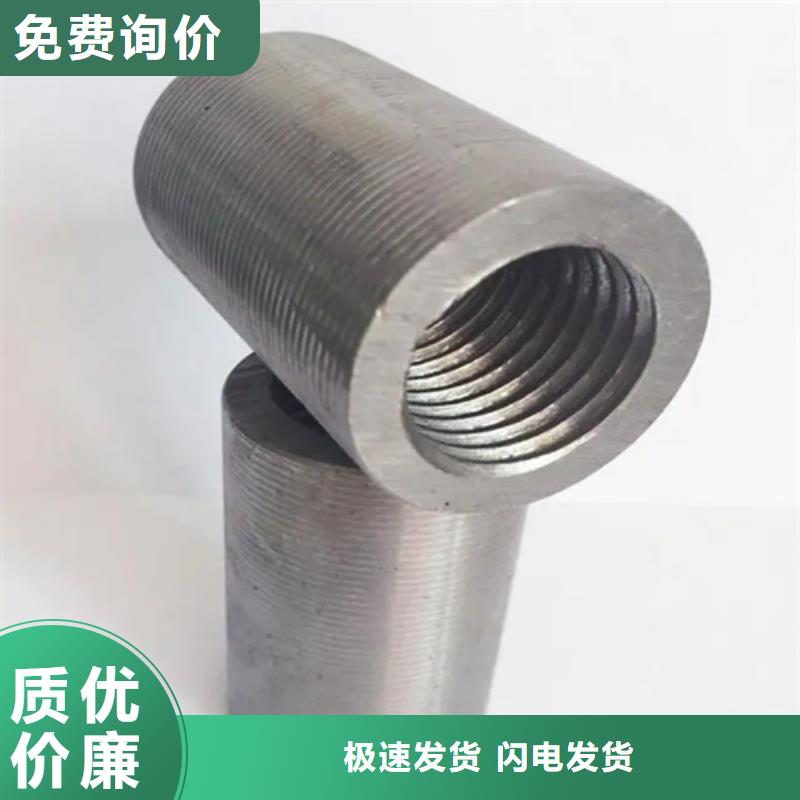
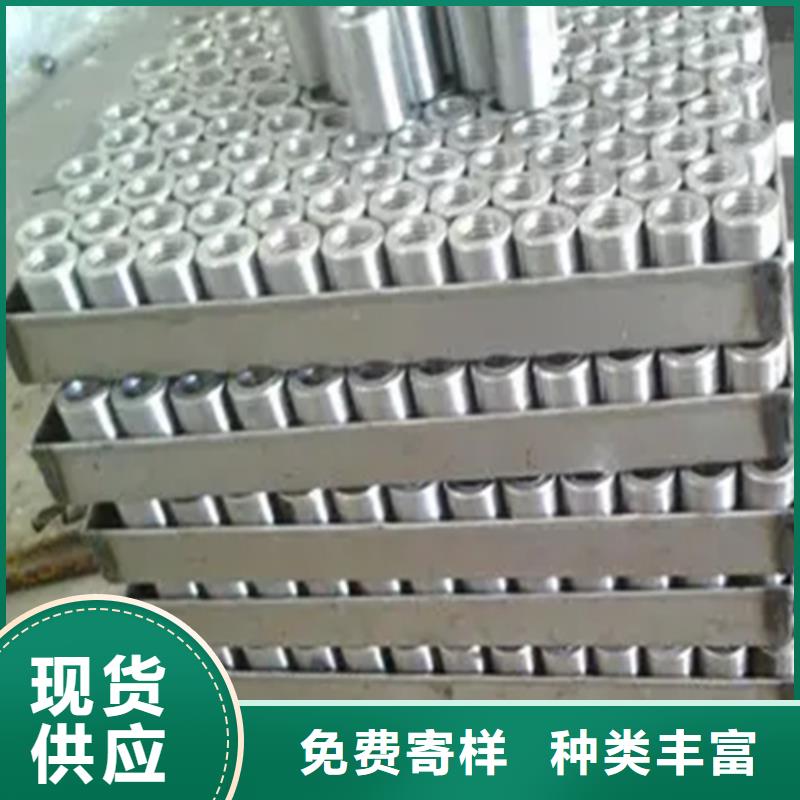
鋼筋套筒工藝操作要點(diǎn)1)鋼筋螺紋加工① 加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經(jīng)配套的量規(guī)檢查合格。② 加工鋼筋螺紋時(shí),應(yīng)采用水溶性切削潤(rùn)滑液;當(dāng)溫度低于0℃時(shí),應(yīng)摻入15%—20%亞硝酸鈉,不得用機(jī)油做潤(rùn)滑液或不加潤(rùn)滑液套絲。③ 操作人員應(yīng)逐個(gè)檢查鋼筋絲頭的外觀質(zhì)量并做出操作者標(biāo)記。④ 經(jīng)自檢合格的鋼筋絲頭,應(yīng)對(duì)每種規(guī)格加工量隨機(jī)抽檢10%,且不少于10個(gè),如有一個(gè)不合格,即對(duì)該加工批全數(shù)檢查,不合格絲頭應(yīng)重加工,經(jīng)再次檢驗(yàn)合格后可使用。⑤ 已檢驗(yàn)合格的絲頭,應(yīng)加以保護(hù)戴上保護(hù)帽,并按規(guī)格分類整齊待用。
銷售套筒管-口碑好")
銷售套筒管-口碑好")
