您可能對(duì)河源本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-02-03 20:21:28 瀏覽次數(shù):3 公司名稱:聊城 格瑞管業(yè)有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 400/噸 |
| 發(fā)貨期限 | 2天內(nèi) |
| 供貨總量 | 50000 |
| 運(yùn)費(fèi)說(shuō)明 | 汽運(yùn) |
| 最小起訂 | 0.1 |
| 質(zhì)量等級(jí) | 1級(jí) |
| 是否廠家 | 廠家 |
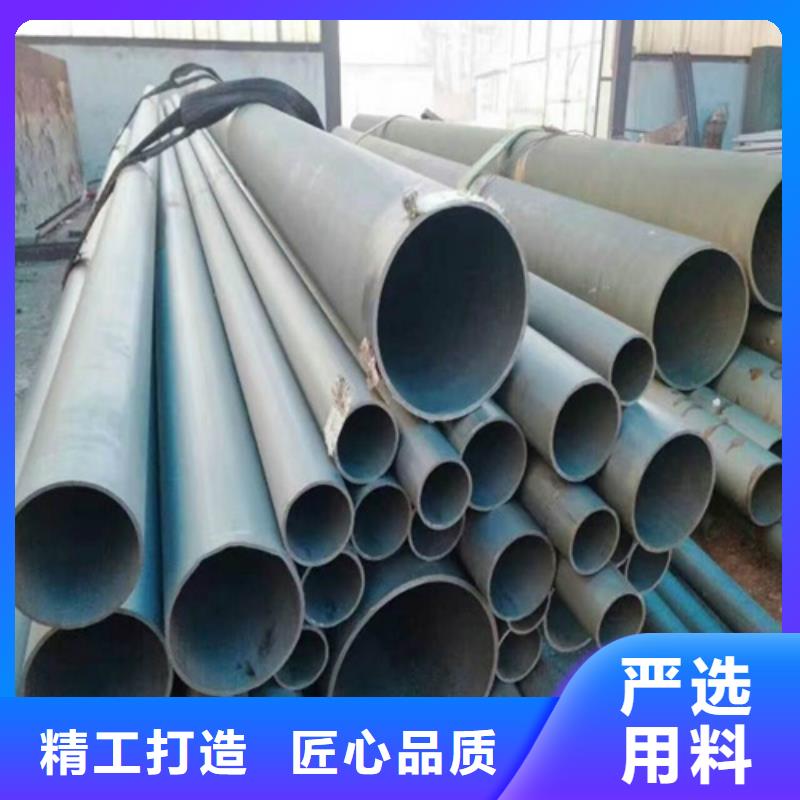
| 產(chǎn)品材質(zhì) | 碳素管 |
| 產(chǎn)品品牌 | 寶鋼 攀鋼 |
| 產(chǎn)品規(guī)格 | 10-536 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 山東 |
| 加工定制 | 是 |
| 產(chǎn)品型號(hào) | 10-536 |
| 可售賣地 | 全國(guó) |
| 產(chǎn)品重量 | 0.19 |
| 產(chǎn)品顏色 | 可定制 |
| 質(zhì)保時(shí)間 | 1年 |
| 外形尺寸 | 圓形 |
| 適用領(lǐng)域 | 全國(guó) |
| 是否進(jìn)口 | 否 |
| 產(chǎn)品 酸洗鈍化無(wú)縫鋼管 | 產(chǎn)品表面 可定制 |
| 生產(chǎn)工藝 熱軋管 | 計(jì)重方式 過(guò)磅 |
| 是否加工 可酸洗配件 | 連接方式 焊接式 |



縫鋼管加工除銹噴漆韶山")
縫鋼管加工除銹噴漆韶山")
無(wú)縫鋼管熱處理時(shí)油的閃點(diǎn)是指油表面的蒸氣和空氣自然混合時(shí),與火相接觸而出現(xiàn)火苗的溫度,它的溫度的高低,對(duì)淬火零件的性有一定的影響。酸洗鈍化無(wú)縫鋼管常見的礦物油的閃點(diǎn)為:10號(hào)機(jī)械油為165℃,20號(hào)機(jī)械油為170℃,30號(hào)機(jī)械油為180℃,40號(hào)機(jī)械油為190℃,過(guò)熱汽缸油hg- 52、62分別為300℃、315℃,合成汽缸油hg-65h、72h分別為325℃、340℃。一般而言,汽缸主要用于回火用油。無(wú)縫鋼管在加工處理的時(shí)候要進(jìn)行熱處理技術(shù),這項(xiàng)熱處理技術(shù)一般的溫度要達(dá)到上百度,有的還可能達(dá)到上千度,這就要高性能的加工技術(shù)進(jìn)行處理。酸洗鈍化無(wú)縫鋼管等模具鋼材,一般在熱處理過(guò)程中的淬火用油,多采用礦物油,如:10號(hào)、20號(hào)、30號(hào)等機(jī)械油,針對(duì)不同的模具零件,個(gè)別熱處理企業(yè)使用0號(hào)柴油、7號(hào)機(jī)械油等。油的序號(hào)越高,黏度越大,閃點(diǎn)就越高。一般閃點(diǎn)在150~300℃之間。縫鋼管加工除銹噴漆韶山")
酸洗鈍化無(wú)縫鋼管-制冷專用酸洗鈍化處置的慣例工藝進(jìn)程為確保酸洗鈍化質(zhì)量,酸洗鈍化起首需思索采用酸洗鈍化液浸泡的方法,在不方便于采用液體浸泡的狀況下,才思索用涂刷酸洗鈍化膏的方法,但不宜運(yùn)用涂刷酸洗鈍化液的方法。當(dāng)采用酸洗鈍化液浸泡的方法時(shí),需按期對(duì)浸泡液進(jìn)行測(cè)試和化驗(yàn)酸洗鈍化的常規(guī)工藝過(guò)程如下:→酸 洗→ 沖 洗→ 鈍 化(池 洗)→預(yù)處理→→酸洗鈍化(二合一)液(池洗)→沖洗→后處理→酸洗鈍化(二合一)膏(池洗)→] 主要特點(diǎn)1產(chǎn)品使用及管理簡(jiǎn)單。無(wú)需人員。2鈍化效果好,可做為產(chǎn)品的中短期庫(kù)存。3使用壽命高、常溫使用,耗量少,管理簡(jiǎn)單。4環(huán)保性能好,無(wú)鉻離子等重度污染難以處理的成分。縫鋼管加工除銹噴漆韶山")
鈍化無(wú)縫鋼管銹垢等附著物的性質(zhì)和使用要求等的不同,而有不同的清洗配方和工藝條件。但其工藝程序和清洗原理一般是相同的,殘液檢驗(yàn):用酚酞試紙檢查不銹鋼表面殘液的沖凈程度,PH值中性為合格。藍(lán)點(diǎn)試驗(yàn):藍(lán)點(diǎn)試驗(yàn)法的基本原理為,若表面鈍化膜不完整或有鐵離子污染.就會(huì)有游離的鐵離子存在,鐵溶液遇到鐵離子即反應(yīng)生成藍(lán)色沉淀,反應(yīng)式如下 用100mL燒杯將10g鐵溶于50mI蒸餾水中,溶解后加入30mI濃硝酸,酸洗鈍化鋼管-酸洗磷化無(wú)縫管-酸洗鈍化無(wú)縫鋼管-酸洗鈍化無(wú)縫鋼管廠-酸洗鈍化鋼管-酸洗磷化無(wú)縫管-酸洗鈍化無(wú)縫鋼管-酸洗鈍化無(wú)縫鋼管廠-山東聊城格瑞管業(yè)有限公司即由水沖洗去除泥砂,灰塵;堿洗去除油脂和堿溶物;水沖洗置換;酸洗去除氧化鱗皮和銹垢;水沖洗置換和漂洗;鈍化保護(hù);過(guò)程的殘液處理等7個(gè)部分組成。上述程序中,酸洗鈍化無(wú)縫管加工工藝堿洗,鈍化無(wú)縫鋼管飛濺物清理干凈,鈍化無(wú)縫鋼管鈍化是三個(gè)主要環(huán)節(jié),而酸洗是整個(gè)清洗作業(yè)的核心。水沖洗等作為主要環(huán)節(jié)的過(guò)渡措施和殘液處理也是十分重要和必不可少。其中堿洗,酸洗,鈍化三個(gè)主要環(huán)節(jié)的為關(guān)鍵。縫鋼管加工除銹噴漆韶山")
酸洗鈍化無(wú)縫鋼管無(wú)縫鋼管酸洗返銹工藝流程:脫脂---水洗---酸洗----水洗---封閉劑3個(gè)月不會(huì)生銹肯定是那公司沒(méi)給你用好的封閉劑我估計(jì)你說(shuō)的封口密閉是用亞硝酸鈉對(duì)水使用的那效果極差酸洗鈍化無(wú)縫鋼管用到什么地方了根據(jù)不銹鋼的材質(zhì)和氧化皮嚴(yán)重程度不同,可以用原液或按的比例加水稀釋后使用;鐵素體,馬氏體和鎳含量低的奧氏體不銹鋼(如,酸洗磷化鋼管,,酸洗鈍化無(wú)縫鋼管鈍化的用途等)稀釋后使用,鎳含量較高的奧氏體不銹鋼(如,,,等)用原液浸泡;一般常溫或加熱到50~60度后使用,酸洗鈍化鋼管-酸洗磷化無(wú)縫管-酸洗鈍化無(wú)縫鋼管-酸洗鈍化無(wú)縫鋼管廠-山東聊城格瑞有限公司浸泡3-20分鐘或更長(zhǎng)時(shí)間(具體時(shí)間和溫度用戶根據(jù)自己的試用情況確定),至表面污垢完全,成均勻銀白色,形成均勻致密的鈍化膜為止,處理完成后取出,用清水沖洗干凈,再用堿水或石灰水沖洗中和。縫鋼管加工除銹噴漆韶山")