

以下是:方矩管流體管實時報價的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 品牌 | 恒永興 |
| 規格 | 齊全 |
| 價格 | 電議 |
| 產地 | 天津 |
以下是:方矩管流體管實時報價的圖文視頻



【導語】:方矩管流體管實時報價_恒永興金屬材料銷售 有限公司,固定電話:18802286588,移動電話:022-86869388,聯系人:李經理,QQ:554918566,天津北辰區雙街鎮京津路西(北方實業發展有限公司內)發貨到廣東省 河源市 源城區、紫金縣、龍川縣、連平縣、東源縣 發貨到 廣東省河源市。 廣東省,河源市 河源市戰國時屬楚,秦、漢、三國、晉時期均屬古龍川縣地,歸南海郡管轄。明洪武元年(1368年),惠州路改為府,河源屬惠州府轄。民國十四年(1925年),河源隸屬東江行政委員會公署。1988年1月,河源撤縣設置地級市。
不要錯過這部精心制作的方矩管流體管實時報價產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
以下是:方矩管流體管實時報價的圖文介紹

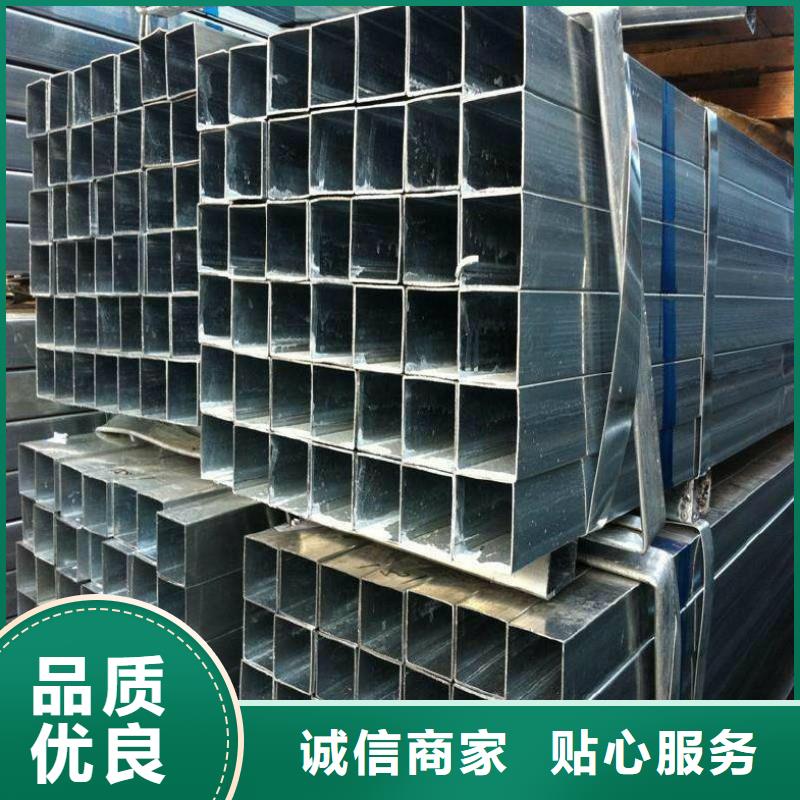
方矩管在加工的過程中要不斷的進行折彎,但是由于折彎性要求鋼管必須非常柔軟,我們方矩管廠會在方矩管生產的過程中加入適當的氧化鈉,這種化學物品就是對鋼管之類的管子在退火的時候幫助彎曲,增加柔韌和靈活性。這樣退貨完成,才能進行機器折彎。但是折彎操作也是要分時候的, 在溫度比較高的中午進行。那么具體的我們大家可以看一下介紹! ,方矩管如何進行切斷1.方矩管切斷以及沖壓:由于方矩管比一般材料強度高,所以沖壓以及剪切時需要更高的壓力,而刀與刀間隙準確時才能不發生切變不良和加工硬化, 采用等離子或激光切斷。2.當不得不采用氣割或電弧切斷時,方矩管加工焊接之前應徹底除掉有害于焊接的銹、油、水份、油漆等,選定適合鋼種的焊條。點焊時間距比碳鋼點焊間距短,除掉焊渣時應使用方矩管刷。方矩管如何進行折彎處理第二,方矩管怎樣進行折彎1.焊完以后,為了防止局部腐蝕或強度下降,應對表面進行折彎處理或清洗。對熱影響區進行折彎以及必要進行熱處理。方矩管加工折彎:簿板可以折彎到180,但為了減少彎面的裂紋同半徑大小 2倍板厚的,2.厚板沿壓延方向時給2倍板厚半徑,與壓延垂直方向彎曲時給4倍板厚的半徑是有必要的,特別是在焊接時,為了防止加工開裂應對焊接區進行表面折彎


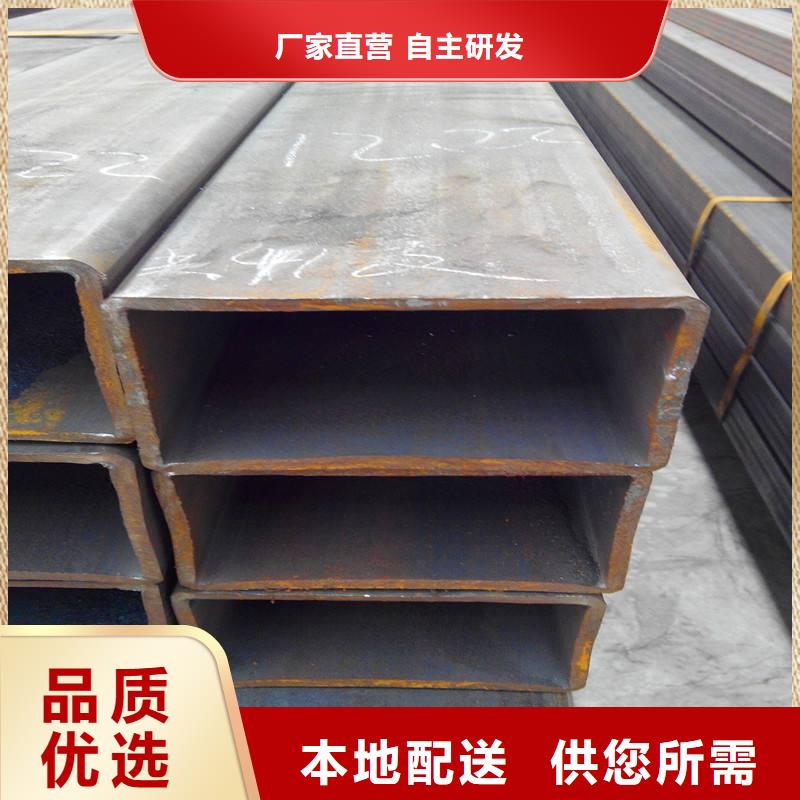
方矩管在焊接時哪些地方是需要我們注意的呢?焊接壓力的大小直接會影響到鋼管焊縫的強度和韌性。如果所施加的焊接壓力小,那么將會導致金屬焊接邊緣無法充分壓合,而且焊縫中殘留的非金屬夾雜物因壓力小不易排出,焊縫強度降低,受力后易開裂。反之,如果焊接壓力過大,那么達到焊接溫度的金屬大部分被擠出,這樣一來不僅會降低鋼管焊縫的強度,而且產生內外毛刺過大或搭焊等缺陷。所以在焊接過程中需要根據實際品種規格來得到與之相適應的 焊接壓力。根據實踐經驗單位焊接壓力一般為20~40MPa。此外,關于焊接擠壓量的確定主要是借助調整擠壓輥之間的距離進行控制。在方矩管焊接中,所采用的焊接速度也會直接影響到其的質量。而且焊接速度和加熱制度、焊縫變形速度以及相互結晶速度有關。對于高頻焊管來說,通常焊接質量會隨著焊接速度的加快而提高。由于其對于鋼管的焊接質量會產生較大的影響,因而必須要注意到這一點。通常情況下,在不影響焊接質量的情況下,開口角長度應把握不同規格,進行調整。在一些情況下,還需要選擇適合的磁棒。特別是在制作生產一些高頻類鋼管產品的時候,廣泛采用它作為增感元件,使電磁能更多地集中在管縫的焊合面上提高焊速。而且在產生過程中,要用水充分冷卻,以免因冷卻質量不理想而導致磁棒斷裂,影響方矩管的焊接質量。



恒永興金屬材料銷售 有限公司聚集眾多的 廣東河源低中壓鍋爐管管理和技術精英,是一個集開發、生產、 安裝于一體的現代化企業。我公司設備先進, 廣東河源低中壓鍋爐管用料考究,為卓越品質打下堅實基礎,產品行銷全國各地。只因有您的大力支持,才有今天的蓬勃發展,我們再次期待與您合作,有幸再為您提供優質服務。


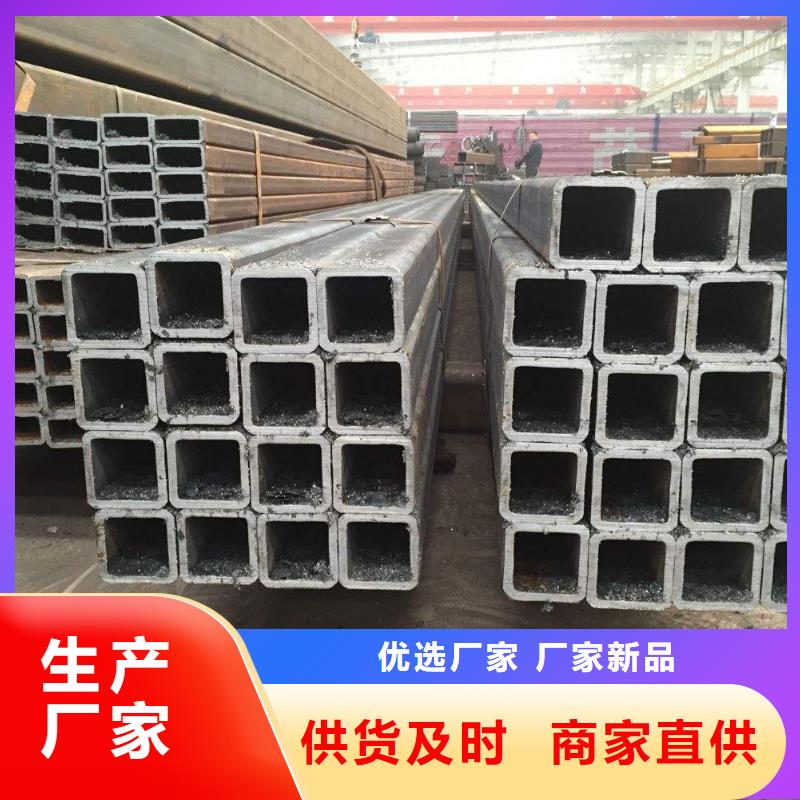
獲知45#方矩管關鍵是運用高頻率電流量的趨膚效應和相鄰效用,使電流量集中精力在待焊旁邊,進而能在百分之一秒時間內將其加溫到電焊焊接溫度(1130-1350C),隨后在擠壓成型輥的功效下開展工作壓力電焊焊接。45#方矩管這類焊接工藝具備一系列優勢:焊接熱危害區小,加溫速度更快,因此能進一步提高電焊焊接速率和焊接品質,并且能用沒經酸洗鈍化、拋丸和裁邊的熱軋帶鋼作胚料,另外可電焊焊接碳素鋼、高合金鋼和稀有金屬管件,大幅度降低企業用電量。用一套自動焊機可出產各種各樣金屬材料焊接鋼管。對不一樣的金屬材料,只需相對地更改電焊焊接輸出功率和電焊焊接速率。45#方矩管高頻焊接方式 ,依據向被焊接件防爆開關方法不一樣,可分成傳輸防爆開關(觸碰焊)和磁感應防爆開關(磁感應焊)二種。45#方矩管要以一匝或多匝的磁感應陷阱在被焊的無縫鋼管外,多匝的好用于單匝,可是多匝電磁感應線圈制做安裝比較艱難。電磁感應線圈與無縫鋼管表層間隔鐘頭率較高,但非常容易導致電磁感應線圈與管件中間的充放電,一般要維持電磁感應線圈離無縫鋼管表層有5~8mm的間隙為宜。45#方矩管選用磁感應焊時,因為電磁感應線圈不與厚鋼板觸碰,因此找不到損壞,其感應電動勢比較平穩,確保了電焊焊接時的可靠性,電焊焊接時無縫鋼管的工藝性能好,焊接整平,在出產如API等高精密水管時,大部分都選用磁感應焊的方式。選用傳輸防爆開關電焊焊接時,憑借2個觸碰頭(電級)2和3把高頻率電流量傳入精軋管1上。電焊焊接電流量沿精軋管焊縫兩邊穿過,并根據擠壓成型輥5周邊的焊縫兩邊會合點產生控制回路。在精軋管兩邊焊縫上的電流的方向是反過來的,因而,相鄰效用使電流量集中化于焊縫的表層,電流量頻率越高,電流量就會越集中化于其表層。特性阻抗器4了焊縫加溫的集中化水平,由于它擴大了電流量圍繞精軋管穿過的感抗。45#方矩管選用這類焊接工藝時,觸碰頭可設定在離會合點不一樣間距上(30-200mm)。精軋管健身運動時,觸碰頭可沿待焊邊上邊或下邊拖動。觸碰頭從上邊置放在待焊旁邊的計劃方案用到***廣,由于選用這類計劃方案能夠使電焊焊接設備構造簡易靠譜。



【總結】:您是想要在廣東省河源市采購高質量的方矩管流體管實時報價產品嗎?恒永興金屬材料銷售 有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的方矩管流體管實時報價產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李經理-18802286588,QQ:554918566,地址:《北辰區雙街鎮京津路西(北方實業發展有限公司內)》。










