
產(chǎn)品詳細(xì)介紹
商認(rèn)準(zhǔn)日升昌")
商認(rèn)準(zhǔn)日升昌")
商認(rèn)準(zhǔn)日升昌")
商認(rèn)準(zhǔn)日升昌")
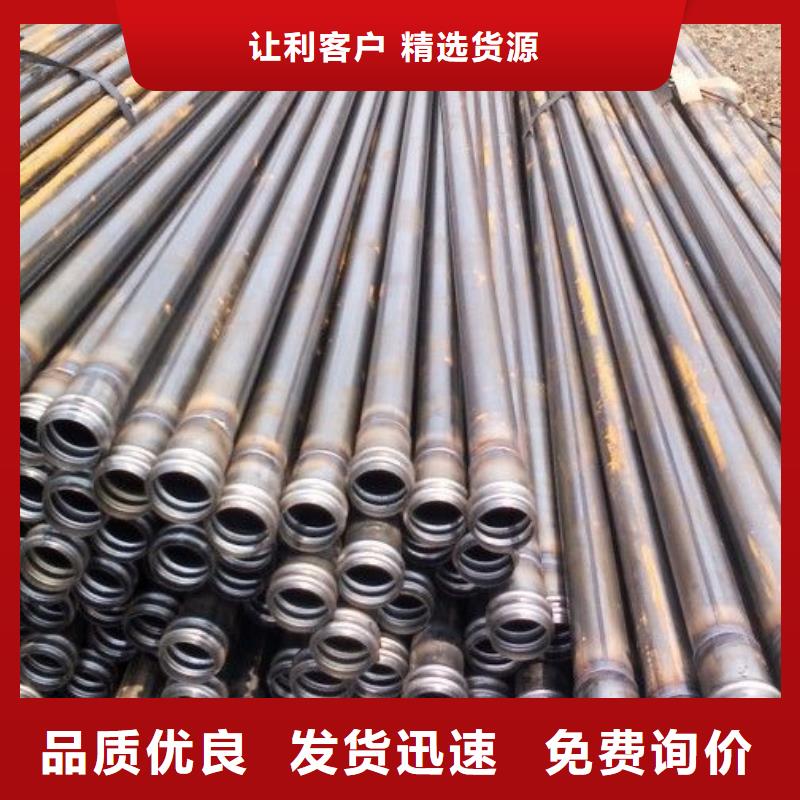
質(zhì)優(yōu)物廉我公司銷售生產(chǎn)各種規(guī)格型號(hào) 鋼花管, 隧道管棚管, 超前小導(dǎo)管、注漿管、聲測管,常規(guī)規(guī)格Φ20mm Φ25mm Φ28mm Φ32mm Φ38mm Φ42mm、Φ48mm、Φ50mm、54mm、57mm、Φ60mm、Φ89mm、Φ108mm鋼花管多年以來我們也憑借著良好的誠信和產(chǎn)品的質(zhì)量贏得了很多的長期合作客戶。
隧道用鋼花管、管棚管:
可定制規(guī)格:外徑(mm)Φ20-Φ108厚度2.5-10
齒高(mm)1.5±0.1螺距(mm)12.7±0.1
標(biāo)準(zhǔn)長度2.0米 3.0米 3.5米 4.0米 4.5 5 6米
鋼花管注漿技術(shù)是近年來發(fā)展起來的,是一種在土壤加固工程中使用的新技術(shù)。與鉆桿注漿技術(shù)相比,鋼花管注漿不僅加快了施工進(jìn)度,增強(qiáng)了加固效果,提高了土壤的水平抗剪強(qiáng)度,而且提高了材料利用率商認(rèn)準(zhǔn)日升昌")
滄州日升昌聲測管管有限公司做為聲測管產(chǎn)品的生產(chǎn)商,一直嚴(yán)把質(zhì)量關(guān),力爭給每位客戶帶去優(yōu)質(zhì)的產(chǎn)品和良好的服務(wù),希望能在我們的共同努力下能更是我們的合作關(guān)系得到長足發(fā)展被多家中聲測管中建局項(xiàng)目部認(rèn)證優(yōu)質(zhì)供應(yīng)西安、河南、四川、湖南、吉林、安陽、貴陽、北京、山西、深圳、沈陽、南寧、臨汾、揚(yáng)州、上海、湖北、長沙、南京、蘭州、南昌、江蘇、錦州、新疆、渭南等多家中聲測管中建局項(xiàng)目部認(rèn)定我公司產(chǎn)品為合格可信。聲測管花注漿管規(guī)格全,聲測管花管,又稱聲測管錨管,注漿小導(dǎo)管,超前支護(hù)管。聲測管花注漿管 聲測管花管 聲測管花管規(guī)格全是由聲測管管沿徑向旋轉(zhuǎn)90度鉆出出漿孔而制成的花管,注漿孔沿聲測管管四周呈螺旋狀布局,聲測管管前端錐形處理,以利于打入巖層。其直徑從42至114不等,壁厚在4-6mm之間,視工程設(shè)計(jì)需要鉆出相應(yīng)直徑的出漿孔。聲測管花管常規(guī)規(guī)格Φ42mm、Φ48mm、Φ50mm、Φ60mm、Φ89mm、Φ108mm 聲測管花管應(yīng)用范圍 對(duì)于巖體較軟弱破碎、節(jié)理裂隙發(fā)育的巖層較為適宜,施工及錨固效果較好。商認(rèn)準(zhǔn)日升昌")
注漿管的優(yōu)點(diǎn)1、注漿管廠家可成套供給,不需要特殊的裝置設(shè)備,并且安裝方便;根據(jù)施工現(xiàn)場的需求,對(duì)注漿管進(jìn)行截取,截取長度要對(duì)應(yīng)接縫的實(shí)際長度,出口注漿長度不能大于6米。2、注漿管廠家能夠隨時(shí)完成注漿工作,在選擇適當(dāng)?shù)膲毫πЧ螅_始對(duì)預(yù)埋注漿管進(jìn)行注漿,注漿過程中要均勻地使?jié){液填滿整個(gè)管道。注漿的聲測管廠家小壓力范圍控制在0.2-0.4Mpa之間。3、注漿管的預(yù)裝過程不會(huì)對(duì)建筑注漿管物本身屬性造成影響,預(yù)裝與注漿操作也不會(huì)損害混凝土結(jié)構(gòu),只要不出現(xiàn)滲漏現(xiàn)象,后期可以不用再次注漿。注漿完成后能夠確保預(yù)埋注漿管裝置 密封。4、注漿管的安裝簡單,成套提供,不需要特殊的安裝設(shè)備,注漿時(shí)間可以任意選擇,安裝并不會(huì)影響建筑注漿管物自身特性,可以在施工現(xiàn)場,根據(jù)接縫的實(shí)際需求長度截取注漿管。5、注漿管廠家安裝或注漿過程并不會(huì)危害混凝土,當(dāng)在適當(dāng)?shù)膲毫ψ饔孟峦鶅?nèi)注漿時(shí),注漿液可以保持均勻地充滿整個(gè)的注漿管中,系統(tǒng)容許在相對(duì)較低壓力下注漿,注漿后可以確保 密封,如果不滲漏,可以不要注漿。商認(rèn)準(zhǔn)日升昌")
除少數(shù)直接承受動(dòng)力荷載結(jié)構(gòu)的某些連接外,焊接可廣泛用于工業(yè)與民用建筑鋼結(jié)構(gòu)的連接們鋼結(jié)構(gòu)的焊接方法有電弧焊電阻焊等。電弧焊的質(zhì)量比較可靠,是常用的一種焊接方法。電弧焊可分為手工電弧自動(dòng)或半自動(dòng)埋弧焊氣體保護(hù)焊等。鉗壓式聲測管常用于冷彎薄壁型鋼的焊接手工電焊弧由于電焊設(shè)備簡單,使用方便,應(yīng)用廣泛,可用于空間的焊接,特別適用工地安裝焊縫短焊縫和曲折焊縫的焊接。但它生產(chǎn)效率低勞動(dòng)條件差,焊接質(zhì)量在一定程度上受焊工水平的影響。為了經(jīng)濟(jì)合理,要求選擇手工焊條的型號(hào)應(yīng)與構(gòu)件鋼材的強(qiáng)度相適應(yīng),當(dāng)不同強(qiáng)度的鋼材連接時(shí),宜采用與低強(qiáng)度鋼材適應(yīng)焊條系列。自動(dòng)埋弧焊由于電弧熱量集中,故熔深大,焊縫質(zhì)量均勻,塑性和沖擊韌性都好,因而優(yōu)于手工焊。半自動(dòng)埋弧焊的質(zhì)量介于自動(dòng)焊與手工焊之間。商認(rèn)準(zhǔn)日升昌")