




數(shù)控鋼筋籠自動(dòng)繞筋機(jī)的油泵壓力不足的分析1、帶動(dòng)油泵的電動(dòng)機(jī)的轉(zhuǎn)向反了。整改措施就是調(diào)換一下電動(dòng)機(jī)三相電源線中的任意兩個(gè)相位。2、油箱內(nèi)的油液位過低。方法就是添加液壓油到油泵能抽到的位置以上。3、閥壞了或者系統(tǒng)的壓力偏低。措施是更換新的的閥,湖綜合調(diào)整調(diào)壓閥的大小。4、由于磨損原因,造成油泵和電機(jī)之間的聯(lián)軸器不起效了。修改方法是更換失效的聯(lián)軸器。5、數(shù)控鋼筋籠自動(dòng)繞筋機(jī)的電磁換向閥卡死了。修復(fù)換向閥,或者更換新的換向閥。6、油缸的密封圈出現(xiàn)了問題,這種情況一般就是直接更換新的密封圈。全自動(dòng)數(shù)控鋼筋籠繞筋機(jī)在使用前要檢查,看各線路連接是否正常、各螺栓螺母是否松動(dòng)、工作臺(tái)和全自動(dòng)數(shù)控鋼筋籠繞筋機(jī)是否保持水平等,同時(shí)在加工之前,機(jī)器空轉(zhuǎn)幾分鐘,方可把鋼筋需彎的一頭插在轉(zhuǎn)盤固定備有的間隙內(nèi)。 需要在設(shè)備上制作骨架時(shí)(人員少,工作量不足,無機(jī)械連接、單節(jié)鋼筋籠等情況),可按人工制作方式生產(chǎn),利用膠輥帶動(dòng)骨架轉(zhuǎn)動(dòng),可完成全部主、箍筋焊接生產(chǎn)。完工的骨架不下設(shè)備,繼續(xù)進(jìn)行繞筋工作。還可在機(jī)器上點(diǎn)動(dòng)鋼筋籠,完成焊接備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長(zhǎng)度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補(bǔ)焊。 焊完一節(jié)主、箍筋,低速轉(zhuǎn)動(dòng)膠輥,抬第二根主筋準(zhǔn)備焊接。此時(shí)按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時(shí),待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機(jī)等組成。
河南建貿(mào)機(jī)械售后服務(wù)承諾:服務(wù)響應(yīng)及時(shí),解決問題有效,服務(wù)過程規(guī)范,服務(wù)內(nèi)容,保證優(yōu)質(zhì)快捷的技術(shù)服務(wù),為更好地保證設(shè)備的正常運(yùn)行,及時(shí)解答用戶提出的疑問,幫助用戶解決問題,保障機(jī)器正常運(yùn)行,讓顧客滿意、放心。1.自動(dòng)化程度高。采用計(jì)算機(jī)控制、*屏進(jìn)行操作,*速度、行走速度均為無級(jí)可調(diào),加配自動(dòng)焊接手,可實(shí)現(xiàn)自動(dòng)焊接。2.焊接速度快。采用自動(dòng)焊接手,1-2秒即可焊接一個(gè)焊點(diǎn)。相對(duì)*人工*,加工效率*3至4倍。3.**。焊點(diǎn)*可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續(xù)的快速對(duì)接提供了基礎(chǔ)。4.勞動(dòng)強(qiáng)度低。只需2-3人即可完成設(shè)備整體操作,在生產(chǎn)大直徑鋼筋籠時(shí)優(yōu)勢(shì)尤為顯著。5.操作簡(jiǎn)單。工人通過簡(jiǎn)單培訓(xùn)即可上崗。6.適應(yīng)能力強(qiáng)。適用于主筋直徑12mm-50mm鋼筋籠的焊接,在焊接中箍盤間距可自動(dòng)*。7.根據(jù)需要,可定制有“雙主筋””或“對(duì)焊”主筋的鋼筋籠設(shè)備。8.運(yùn)輸安裝方便。設(shè)備采用模塊化設(shè)計(jì),上料架、主機(jī)、下料機(jī)間可快速拆裝,各部件均可方便地整體吊運(yùn),設(shè)備的轉(zhuǎn)運(yùn)方便,快速。全自動(dòng)鋼筋籠繞筋機(jī)可以*數(shù)控鋼筋加工設(shè)備采用人機(jī)親和度較高智能數(shù)控*,對(duì)所需的鋼筋按預(yù)先設(shè)定好的程序進(jìn)行加工,數(shù)控鋼筋加工工藝精度高,充分保證了鋼筋的定尺、調(diào)直、切斷、彎箍精度,具備一次彎制合格率較高的特點(diǎn),能源消耗都將大幅度*,相應(yīng)設(shè)備流程布局合理,真正實(shí)現(xiàn)了省時(shí)、省力、省料、省地,有極大的推廣應(yīng)用價(jià)值。鋼筋自動(dòng)下料加工工程實(shí)例鋼筋籠繞筋機(jī)鋼筋數(shù)控自動(dòng)下料加工施工技術(shù)成功地運(yùn)用到泉州*城二期項(xiàng)目上,采用鋼筋自動(dòng)下料設(shè)備,保證了箍筋精度,大大*了生產(chǎn)效率,*了經(jīng)濟(jì)和社會(huì)效益,完善和*了鋼筋*化作業(yè)水平。
建貿(mào)機(jī)械設(shè)備有限公司備成功案例")
4、鋼筋滾籠機(jī),依據(jù)設(shè)計(jì)方案間隔調(diào)節(jié)主筋部位,箍筋根據(jù)在成形機(jī)中鍵入的間隔,全自動(dòng)纏繞;箍筋與主筋的聯(lián)接,選用二氧化碳維護(hù)電焊焊接(別名二保焊)紅梅花形碰焊,降低焊穿,確保聯(lián)接品質(zhì)。5、每節(jié)灌注樁制做進(jìn)行后,下節(jié)灌注樁在成形機(jī)上開展組拼,組拼及格后吊離上每節(jié)灌注樁,確保兩節(jié)灌注樁的連接精密度。6、生產(chǎn)加工好的灌注樁在儲(chǔ)放區(qū)運(yùn)送至灌注樁儲(chǔ)放區(qū),設(shè)定契形馬鐙固定不動(dòng)兩邊,避免鋼筋翻轉(zhuǎn)。7、將制做好的灌注樁在儲(chǔ)放居民區(qū)進(jìn)行耳筋混泥土水泥墊塊安裝,符合要求后,由新項(xiàng)目初入職場(chǎng)專業(yè)技術(shù)人員開展自查,確定考慮標(biāo)準(zhǔn)規(guī)定后報(bào)檢并懸架灌注樁標(biāo)志牌,標(biāo)明工程施工位置、生產(chǎn)加工時(shí)間、分節(jié)總數(shù)及單節(jié)長(zhǎng)短等。8、灌注樁安裝檢驗(yàn)前,依據(jù)工程圖紙工程施工規(guī)定在灌注樁上捆扎上,供中后期樁體質(zhì)量檢驗(yàn)用。聲測(cè)管和袖閥管在安裝時(shí),應(yīng)按有關(guān)規(guī)定開展安裝。繞筋機(jī)9、新項(xiàng)目質(zhì)量檢驗(yàn)技術(shù)工程師收到報(bào)檢后,對(duì)灌注樁生產(chǎn)加工品質(zhì)開展工程驗(yàn)收,考慮設(shè)計(jì)標(biāo)準(zhǔn)規(guī)定后在灌注樁標(biāo)志牌上簽名確定,一起必須監(jiān)理工程師工程驗(yàn)收及格后在灌注樁標(biāo)志牌上簽名確定。
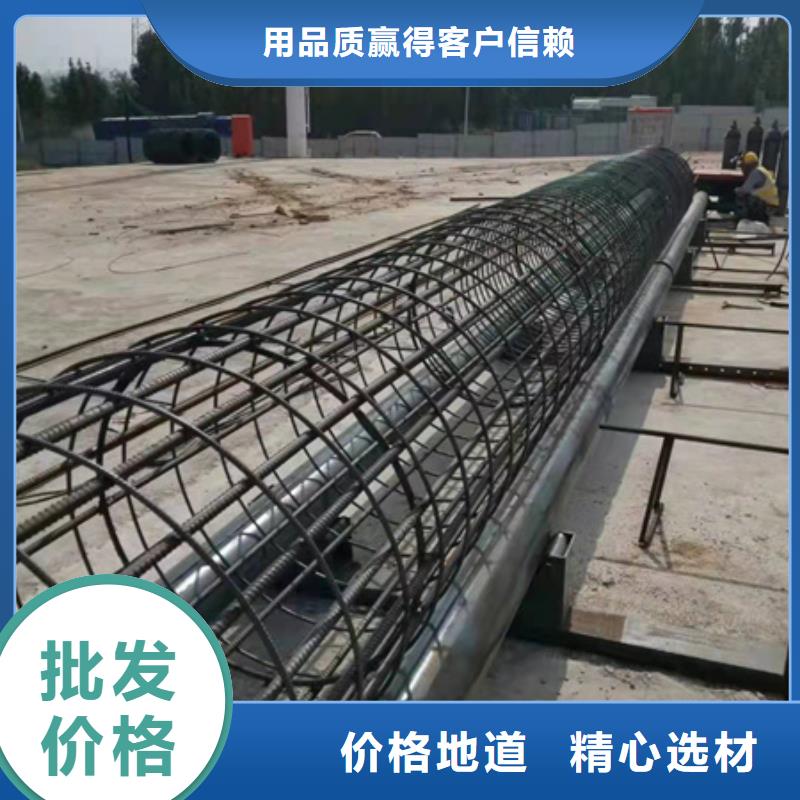
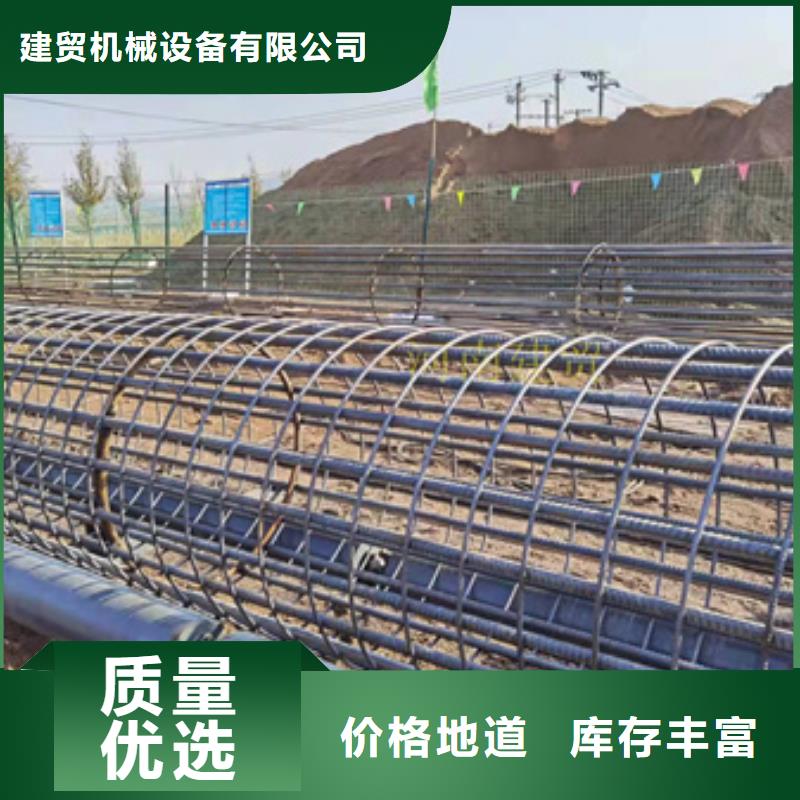
衡水鋼筋籠加工設(shè)備成功案例 建貿(mào)機(jī)械設(shè)備有限公司工作原理鋼筋繞筋機(jī)主機(jī)是采用傳動(dòng)原理——即鋼筋籠平置于2組動(dòng)力托輥之間轉(zhuǎn)動(dòng),小車載著線材平行于主機(jī)勻速進(jìn)行,產(chǎn)地螺旋狀繞筋,中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產(chǎn)。產(chǎn)品特點(diǎn):1、 速度快待工狀態(tài)2個(gè)可全程生產(chǎn),正常工況3-6人可生產(chǎn)10-20多節(jié)鋼筋籠。2、 質(zhì)量穩(wěn)定機(jī)械化作業(yè)不受人為因素影響,長(zhǎng)時(shí)間工作可穩(wěn)定質(zhì)量不變。3、 適合各種主筋箍筋數(shù)量、形式、型號(hào)、大小、長(zhǎng)度的設(shè)計(jì)要求,不會(huì)因設(shè)備功能而影響鋼筋籠設(shè)計(jì)或不能上機(jī)生產(chǎn)。4、 轉(zhuǎn)運(yùn)便捷組合式設(shè)計(jì)使搬運(yùn)、安裝、生產(chǎn)等不依賴起重設(shè)備,適應(yīng)工廠化大批量固 定生產(chǎn)和施工現(xiàn)場(chǎng)分散的機(jī)業(yè)。5、 功耗低總功率不到15KW同步工作不到5KW 節(jié)能而且不影響總電容的配比。6、 流水線形式施工不受各工序影響,不間斷完成主筋箍筋焊接成型、繞筋施焊等 全部。7、 采用螺紋連接技術(shù)可,幫助鋼筋籠分解、安裝速度。目前該產(chǎn)品已成系列化,在范圍內(nèi)了推廣應(yīng)用,占據(jù)國(guó)內(nèi)%以上的份額。一鋼筋籠滾焊機(jī)加工鋼筋籠的特點(diǎn)鋼筋籠滾焊機(jī)加工速度快正常情況下備料及滾焊部分-人一班,分二班作業(yè),個(gè)人就可以加工出多個(gè)米長(zhǎng)成品的籠子,對(duì)于高鐵施工中米樁的籠子曾經(jīng)有日產(chǎn)節(jié)米的籠子米/天的生產(chǎn)記錄,工作效率非常高。
備成功案例") jmc
jmc
主機(jī);含機(jī)架、底座、膠輥、傳動(dòng)系統(tǒng)等。鐵輥旋轉(zhuǎn)帶動(dòng)鋼筋籠轉(zhuǎn)動(dòng),按圖紙?jiān)O(shè)計(jì)間距,配合小車移動(dòng)纏繞箍筋成型。一般不建議在設(shè)備上進(jìn)行骨架制作,會(huì)影響生產(chǎn)線效率。需要在設(shè)備上制作骨架時(shí)(人員少,工作量不足,無機(jī)械連接、單節(jié)鋼筋籠等情況),可按人工制作方式生產(chǎn),利用膠輥帶動(dòng)骨架轉(zhuǎn)動(dòng),可完成全部主、箍筋焊接生產(chǎn)。完工的骨架不下設(shè)備,繼續(xù)進(jìn)行繞筋工作。還可在機(jī)器上點(diǎn)動(dòng)鋼筋籠,完成焊接保護(hù)塊的工作。機(jī)器上骨架制作過程;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將*一根主筋抬放于膠輥長(zhǎng)度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補(bǔ)焊。焊完一節(jié)主、箍筋,低速轉(zhuǎn)動(dòng)膠輥,抬第二根主筋準(zhǔn)備焊接。此時(shí)按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時(shí),待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,可將骨架旋轉(zhuǎn)在對(duì)面位置或錯(cuò)開幾根位置后再開始分度焊接,補(bǔ)齊焊完全部主筋。若采用劃線分度工藝,則不分旋轉(zhuǎn)反向。用其他方式制作骨架時(shí),考慮骨架存放區(qū)布置,更可以采用骨架模具生產(chǎn)骨架。人工生產(chǎn)骨架要注意整體布局,合理安排場(chǎng)地,骨架制作、骨架存放與轉(zhuǎn)運(yùn),各工序之間盡可能互不干擾,過程流暢,盡可能實(shí)現(xiàn)流水線生產(chǎn)方式。小車部分;車架、圓盤、放線器、軌道、行走輪、電機(jī)等組成。鋼筋籠繞筋機(jī),主要由小車部分(包含鋼筋承接圓盤、防線調(diào)直器、軌道)、動(dòng)力柜(數(shù)控記憶作業(yè)參數(shù))、傳動(dòng)結(jié)構(gòu)(電機(jī)、滾籠支架)組成。主要適用于高層建筑、高速公路、高速鐵路、大型橋梁等大型工程混凝土結(jié)構(gòu)內(nèi)主骨架鋼筋的彎曲加工。特點(diǎn):1.速度快:待工狀態(tài)2個(gè)可全程生產(chǎn),正常工況3-6人可生產(chǎn)10-20多節(jié)鋼筋籠。2.:機(jī)械化作業(yè)不受人為因素影響,長(zhǎng)時(shí)間工作可不變。3.適合各種主筋箍筋數(shù)量,形式、型號(hào)、大小、長(zhǎng)度的設(shè)計(jì)要求,不會(huì)因設(shè)備功能而影響鋼筋籠設(shè)計(jì)或不能上機(jī)生產(chǎn)。4.轉(zhuǎn)運(yùn)便捷:組合式設(shè)計(jì)使搬運(yùn)、安裝、生產(chǎn)等不依賴起重設(shè)備,適應(yīng)工廠化大批量固定生產(chǎn)和施工現(xiàn)場(chǎng)分散的機(jī)業(yè)。5.流水線形式:施工不受各工序影響,不間斷完成主筋箍筋焊接成型,繞筋施焊等全部。6.采用螺紋連接技術(shù)可,幫助鋼筋籠分解、安裝速度。
備成功案例")
7、設(shè)備適用范圍不同。鋼筋籠滾焊機(jī)分1.25型1.5型1.6型2.0型2.2型2.5型3.0型等型號(hào)。比如2.2型可以生產(chǎn)2.2米直接以下所有直徑的鋼筋籠。可生產(chǎn)鋼筋籠的長(zhǎng)度可以根據(jù)施工現(xiàn)場(chǎng)的要求加長(zhǎng)設(shè)備。而鋼筋籠繞筋機(jī)可以生產(chǎn)3米直徑以下的所有鋼筋籠但是當(dāng)鋼筋籠的直徑小于800以后因?yàn)殇摻罨\的質(zhì)量太小,轉(zhuǎn)動(dòng)時(shí)可能出現(xiàn)打滑現(xiàn)象,因而不能制作太小的鋼筋籠。鋼筋籠繞筋機(jī)的精密程度也是隨著鋼筋籠的直徑越來越小變得越來越不精密。總之鋼筋籠滾焊機(jī)和鋼筋籠繞筋機(jī)作為一種近年出現(xiàn)的鋼筋籠制作設(shè)備,各有利弊。鋼筋量較大或者項(xiàng)目要求十分嚴(yán)格的施工方選擇鋼筋籠滾焊機(jī),鋼筋量較小或者項(xiàng)目要求不是特別嚴(yán)格的施工方選擇鋼筋籠繞筋機(jī)以節(jié)約成本。有更多問題歡迎咨詢。
建貿(mào)機(jī)械設(shè)備有限公司數(shù)控鋼筋籠滾焊繞筋機(jī)機(jī)是一款具有數(shù)控的裝機(jī)用鋼筋籠自動(dòng)化加工裝備。鋼筋籠滾焊機(jī)也有些人稱之為鋼筋籠成型機(jī)、鋼筋滾籠機(jī)、滾焊機(jī)等,其實(shí)都是同一款產(chǎn)品。全自動(dòng)籠滾焊機(jī)優(yōu)勢(shì)特點(diǎn)1. 鋼筋籠骨架的同時(shí)由盤拖動(dòng)向后,盤筋不2. 鋼筋籠直徑由相同直徑的模板控制,一個(gè)工程通常需要2--7種模板;3. 主筋間距決定于人工預(yù)先在你班上的布置的、與主筋根數(shù)相同數(shù)量的套管間距;4. 當(dāng)鋼筋籠直徑和主筋根數(shù)改變時(shí),需要人工更換模板以及重新布置套管,約1小時(shí);施工質(zhì)量方面經(jīng)實(shí)踐檢驗(yàn)采用套筒連接法比較好,但使用之前應(yīng)進(jìn)行經(jīng)濟(jì)效益詳細(xì)分析、核算。成本方面:主筋焊接法主要采用雙面焊10D,鋼筋浪費(fèi)較大,采用套筒連接法,主要節(jié)約在鋼筋接頭和焊接人工上。好進(jìn)行詳細(xì)的成本測(cè)算(計(jì)算人工、機(jī)械、電費(fèi)、工效、材料等綜合費(fèi)用)。5. 外箍筋間距取決于行走電機(jī)與電機(jī)只轉(zhuǎn)速比,可由1臺(tái)PLC和3臺(tái)變頻器來設(shè)定與調(diào)節(jié),對(duì)電機(jī)的同步性有較高要求;6. 配有多組液壓支撐裝置,防止鋼筋籠因自重;
