

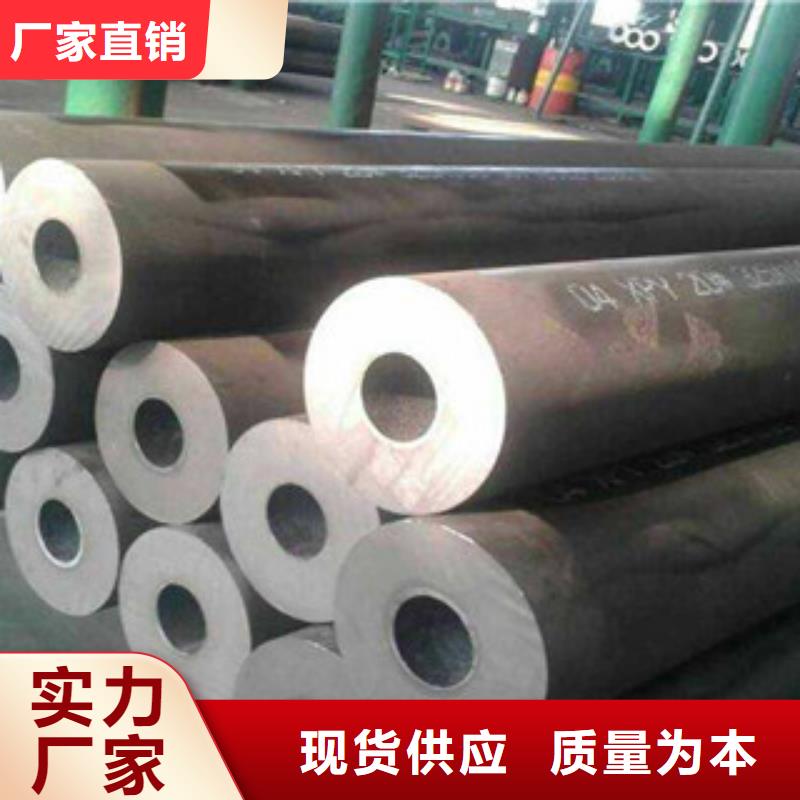


過去,流體管傳統上都是使用流體管,隨著材料科學,成型工藝,機組裝備的發展進步,焊管得到了極大的發展。焊管具有比無縫管壁厚均勻性好,精度高,耗能少,生產效率高的優點,要求很高的石油天然氣輸送管(API標準),過去幾乎百分之百使用無縫管,今天在美國、日本、歐洲發達 里,95%以上都已經被焊管取代。
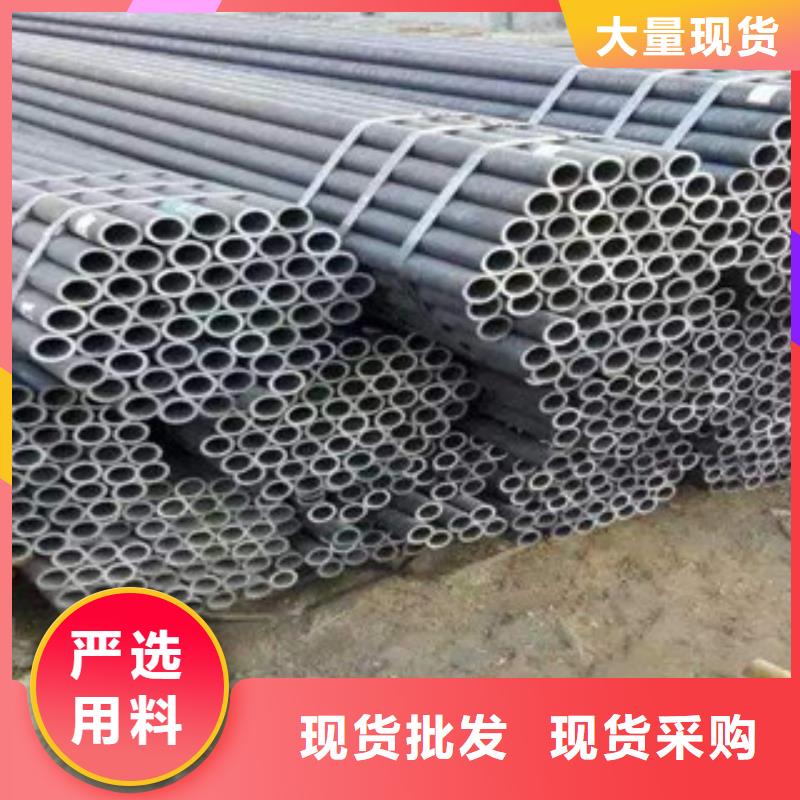
中國無縫管網調查隊獲悉:8163流體管是流體輸送用流體管(GB/T8163-2008),是用于輸送水、油、氣等流體的一般流體管。



公司將一如繼往地堅持“艱苦創業、科學求實、銳意改革、團結進取”的辦廠方針。面對國際市場的激烈競爭和挑戰,鋼興鋼管 有限公司激流勇進,不斷進行技術改造, 河北衡水20G無縫鋼管產品推陳出新,向高質量、高科技、科學管理、完善的服務邁進。


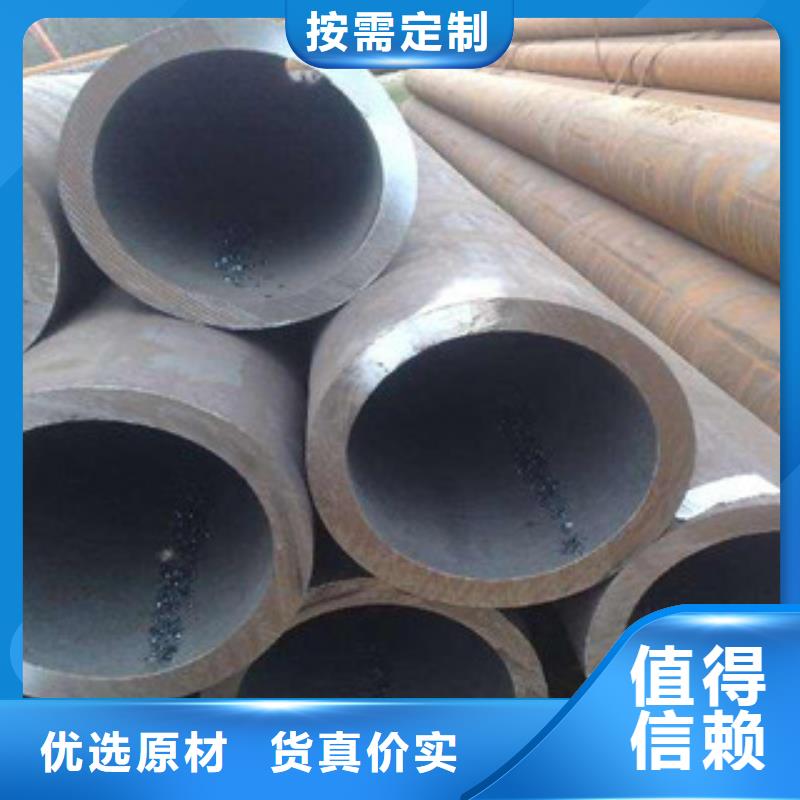
低壓流體管廣泛應用于石油化工、電力、液壓油缸、煤礦、鍋爐、鋼結構、管件、機械加工、橋梁、造船等多個領域!
現在市場上所能夠提供的鋼管產品眾多,隨著不同生產行業領域中的不同,鋼管的生產工藝要求有很大的不同。從現在市場上的鋼管種類來看,焊接的鋼管使用比較多,按照主要分類來看,流體輸送無縫管規格表中提供的鋼管產品比價好,其主要分為流體無縫管以及冷流體輸送無縫管,兩種鋼管相比,熱鍍鋅的鋼管無論是工藝還是質量上都有更好的保障。
流體輸送無縫管的下游行業有哪些?鍍鋅的鋼管下游行業比較多,其所能夠發揮的效果相當不錯,關于鍍鋅的鋼管質量要求還是非常多的。要保障鍍鋅圓管規格的均勻性,鍍層的均勻效果,要將鋼管放入到硫酸銅溶液中連續浸泡五次,如果五次都沒有變紅的話,這樣才算是鍍層比較均勻的鋼管產品。


流體管件焊接時候要注意什么?
1、為提防因為加熱而發生睛間侵蝕,焊接電流不宜太年夜,比碳鋼焊條較少20%擺布,電弧不宜過長,層間快冷,以窄焊道為宜。2、流體管件焊后硬化性較年夜,便利發生裂紋。若接納同典型的流體管件,必需進行300℃以上的預熱和焊后700℃擺布的緩冷處置。若焊件不能進行焊后熱處置,則應選用流體管件焊條。3、流體管件,為改良耐蝕機能及焊接性而適當增添適量不變性元素Ti、Nb、Mo等,焊接性較流體管件好一些。接納同典型的鉻不銹鋼焊條時,應進行200℃以上的預熱和焊后800℃擺布的回火處置。若焊件不能進行熱處置,則應選用鉻鎳不銹鋼焊條。4、流體管件焊條具有精巧耐侵蝕性和抗氧化性,普遍應用于化工、化肥、石油、醫療機械制造。5、流體管件藥皮有鈦鈣型和低氫型。鈦鈣型可用于交直流,但交流焊時熔深較淺,同時便利發紅,故盡概略接納直流電源。6、流體管件具有必定的耐蝕(氧化性酸、有機酸、氣蝕)、耐熱和耐磨機能。凡是用于電站、化工、石油等設置裝備擺設質料。流體管件焊接性較差,應留心焊接工藝、熱處置前說起選用合適電焊條。7、焊條操縱時應連結干燥,鈦鈣型應經150℃干燥1小時,低氫型應經200-250℃干燥1小時(不能多次一再烘干,否則藥皮便利開裂剝落),提防焊條藥皮粘油及別的臟物,以免致使焊縫增添含碳量和影響焊件質量。8、流體管件焊接時,受到一再加熱析出碳化物,降低耐侵蝕性和力學機能。


