您的位置>首頁 >黑龍江本地行業(yè)News >
絎磨管
更新時間: 2025-02-03 11:05:05 瀏覽次數(shù):2
以下是:絎磨管的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 5900/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運(yùn)費(fèi)說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質(zhì)量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20# |
|---|
| 產(chǎn)品品牌 | 九冶 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品顏色 | 金屬色 |
|---|
| 適用領(lǐng)域 | 油缸 機(jī)械加工 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質(zhì) | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:絎磨管的圖文視頻
導(dǎo)讀 絎磨管,安達(dá)液壓機(jī)械有限公司為您提供絎磨管產(chǎn)品案例,聯(lián)系人:高經(jīng)理,電話:17706353138、17706353138,QQ:3573482096,發(fā)貨地:聊城遼河路燕山路交叉口南500米東首發(fā)貨到黑龍江省 哈爾濱市、齊齊哈爾市、鶴崗市、大慶市、佳木斯市、牡丹江市、黑河市、綏化市、大興安嶺市。 黑龍江省 黑龍江地貌特征為“五山一水一草三分田”。地勢大致呈西北、北部和東南部高,東北、西南部低,由山地、臺地、平原和水面構(gòu)成;地跨黑龍江、烏蘇里江、松花江、綏芬河四大水系,屬溫帶季風(fēng)氣候。黑龍江省位于東北亞區(qū)域腹地,是亞洲與太平洋地區(qū)陸路通往俄羅斯和歐洲大陸的重要通道,中國沿邊開放的重要窗口。黑龍江歷史代表文化為“東北文化”。



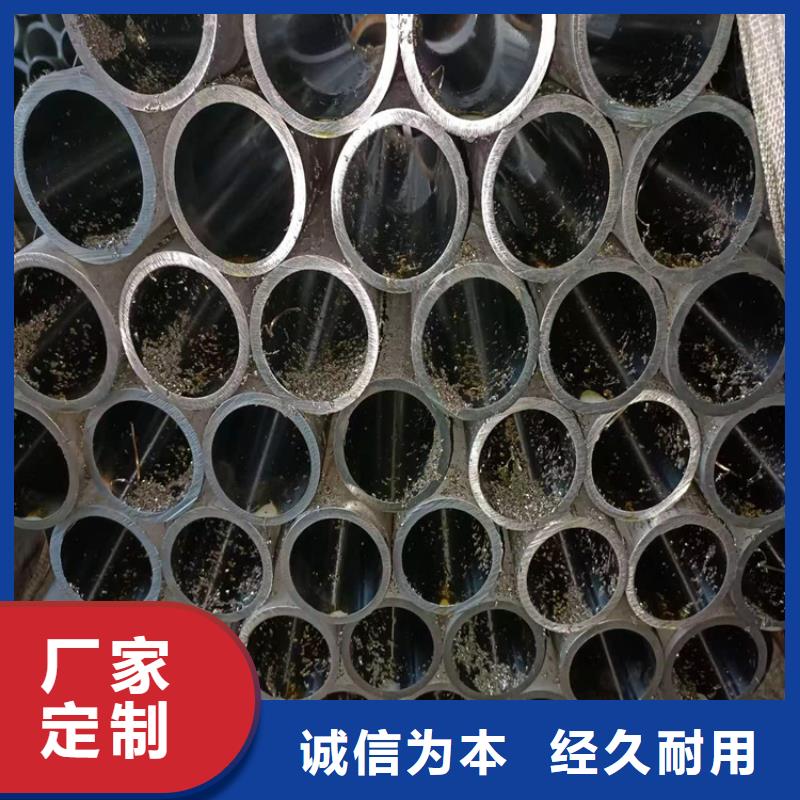
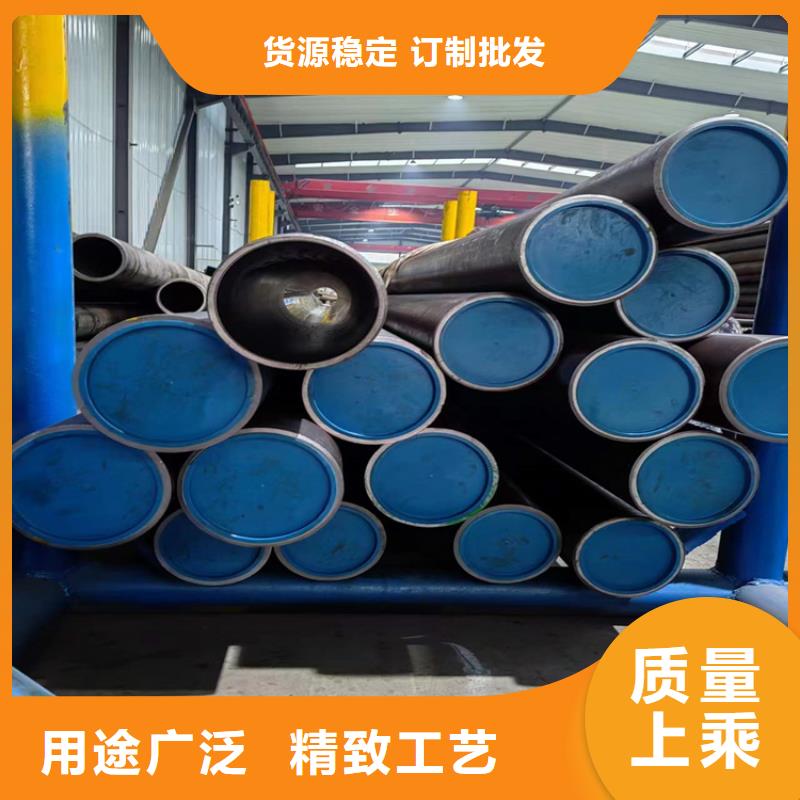
黑龍江企業(yè)旺旺珩磨管絎磨管油缸管小口徑絎磨管麻點(diǎn)缺陷處理 在加工之前表面會有很多的麻點(diǎn),這是影響小口徑絎磨管質(zhì)量的重要因子,要想經(jīng)過絎磨后獲得質(zhì)量好的液壓油缸管 ,就需要對這些麻點(diǎn)進(jìn)行修復(fù)。那么,小口徑絎磨管表面缺陷的修復(fù)方法有哪些呢?1.加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達(dá)到降低麻點(diǎn)深度,減小珩磨磨削余量的目的。2.優(yōu)選熱軋管坯料冷拔管麻點(diǎn)缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點(diǎn)缺陷,提高缸筒的成材率。3.熱軋管內(nèi)孔缺陷清理。


總結(jié) 絎磨管_安達(dá)液壓機(jī)械有限公司,固定電話:17706353138,移動電話:17706353138,聯(lián)系人:高經(jīng)理,QQ:3573482096,遼河路燕山路交叉口南500米東首 發(fā)貨到 黑龍江省。