





我們精心制作的鋸切套絲打磨生產線實力廠家產品視頻已經準備就緒,【一睹真容!】產品視頻,呈現產品魅力!
以下是:鋸切套絲打磨生產線實力廠家的圖文介紹

鋸帶呈直線斷裂 1、張力太小或太大
2、鋸帶線速度太快
3、導向機構磨損
4、鋸帶與法蘭嚴重磨損
5、選帶不當
6、進給太大
7、冷卻不當
8、開機時鋸帶直接與工件接觸
9、導向塊夾得太緊
10、工件夾緊不當
11、后導輪磨損太大
12、鋸刃刃底發生龜裂
13、鋸刃刃背發生龜裂
14、鋸刃分齒單面嚴重磨損 1、正確調整張力
2、調節鋸帶線速度減小鋸帶負荷
3、檢驗導向機構,及時更換磨損工件
4、調整鋸輪到正常工作位置
5、根據工件截面幾何形狀選擇鋸帶
6、適度減小進給量
7、選擇正確的切削液
8、開機前鋸帶與工件必須保持一定距離
9、適當減小導向塊夾緊力
10、調整虎鉗的夾緊力
11、更換后導輪
12、盡量使可動導向臂靠近工件
13、更換磨損過大的后滾輪
14、將松弛和歪斜的鋸帶導向片牢固固定在正確位置
鋸帶呈不規則斷裂 1、鋸帶在安裝時扭曲過大
2、工件松動 1、調整鋸床
2、調整虎鉗夾緊工件
2、鋸帶線速度太快
3、導向機構磨損
4、鋸帶與法蘭嚴重磨損
5、選帶不當
6、進給太大
7、冷卻不當
8、開機時鋸帶直接與工件接觸
9、導向塊夾得太緊
10、工件夾緊不當
11、后導輪磨損太大
12、鋸刃刃底發生龜裂
13、鋸刃刃背發生龜裂
14、鋸刃分齒單面嚴重磨損 1、正確調整張力
2、調節鋸帶線速度減小鋸帶負荷
3、檢驗導向機構,及時更換磨損工件
4、調整鋸輪到正常工作位置
5、根據工件截面幾何形狀選擇鋸帶
6、適度減小進給量
7、選擇正確的切削液
8、開機前鋸帶與工件必須保持一定距離
9、適當減小導向塊夾緊力
10、調整虎鉗的夾緊力
11、更換后導輪
12、盡量使可動導向臂靠近工件
13、更換磨損過大的后滾輪
14、將松弛和歪斜的鋸帶導向片牢固固定在正確位置
鋸帶呈不規則斷裂 1、鋸帶在安裝時扭曲過大
2、工件松動 1、調整鋸床
2、調整虎鉗夾緊工件

黑龍江液壓噴濕機廠家


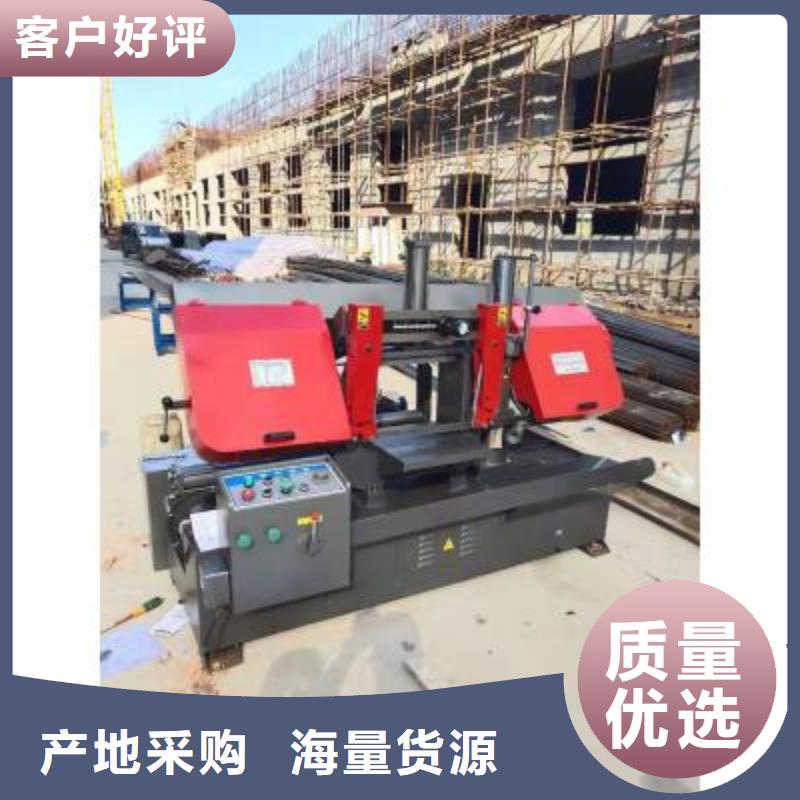
以前圓鋼兩頭制作的螺紋是用搓絲機,把確定長度的圓鋼在搓絲機上的兩塊搓絲板上滾動擠壓成型螺紋,主要適合短小型圓鋼螺紋制作。搓絲機的缺點是制作出來的螺紋抗拉強度小,并且圓鋼需要滾動,對于較長圓鋼螺紋制作非常不方便。還有就是搓絲機體積大而重,不適合流動作業。還有就是用通用車床車螺紋,那就更不方便了,要經常磨刀不算,需要多次成型,還要有技術好的車床師傅來保證螺距螺角的標準,而且圓鋼也需要轉動,車床體積更大更重。圓鋼套絲機非常適合當前施工要求的一種新的機械。一種專門為圓鋼螺紋制作的機械。1.刀具運用市場上通用的標準圓板牙,采購方便且便宜。而且可以運用市場上的左牙圓板牙制作左旋螺紋。2.制作出來的螺紋標準。



以下是 黑龍江液壓噴濕機廠家的詳細介紹頁面,由于建貿機械 有限公司 黑龍江液壓噴濕機廠家產品種類較多,具體 黑龍江液壓噴濕機廠家產品價格請致電,以電話中實際報價為準。



